��늙C���D�ӛ_Ƭ���a��ˇ
��ɄP1���Εr��1������܊2
(1������Ϣ�I���g�WԺ�����K����223003��2�������`�彭늙C��������˾�����K����223002)
�ЈD���̖��17M305 �īI���R�a��E
���¾�̖����1004��7018(2010)01��0071 0l
���D�ӛ_Ƭ����늙C�ϵ���Ҫ������侫�ȸߵ͡��|���É�ֱ��Ӱ�늙C���b�䡢�b���|����늙C���ܡ���늙C���aһ�㶼�Ǵ��������a�����Զ��D�ӛ_Ƭ�����첻��Ҫ���C�|����߀��Ҫ��ȡ��Ч�ʵ����a��ʽ��
l���D�ӛ_Ƭ��Ҫ���gҪ��
(1)�_Ƭ�����Ρ��ȏ��������Լ��۵�ֱ���ȳߴ瑪���ψD��Ҫ��
(2)���D�ӛ_Ƭë�̲�����0��05 mm��
(3)���D�ӛ_Ƭ�����C�ȡ���A�Ͳ۵�ֱ��ͬ�ġ�
(4)����һ���Ժã��Ա��C�F�ĉ��b��������R��
(5)�_Ƭƽ�����o�����Ρ�
2���õĶ��D�ӛ_Ƭ���췽��
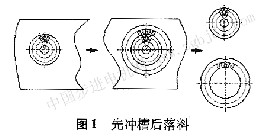
2 . 1�ț_�ۺ�����
�@�N����������������D1��ʾ�����һ�������͛_�S�ס��I�ۡ�ƽ��ۺ��D�Ӳ�(�I�ۼ���ӛ̖������)���ڶ����������S��λ���͛_ȫ�����Ӳۡ����ӛ_Ƭ��A�ϵ��Fβ�ۺ�ӛ̖�ۣ��������������S��λ���͛_���ӛ_Ƭ�ăȈA����A��
�@�N���������c�ǣ����a�ʸߣ������D�Ӳ�ͬ���Ե�ӛ̖��ͬ�r�_�����_Ƭ�|���ã����ӛ_Ƭ����Aͬ�r�_����ģ�����ױ��Cͬ�S�ȣ��Ɍ����_�_���Â��͎��B�������M���Ԅ����a������ȱ�c�ǹ��ƬҪ�A�Ȳóɗl�ϣ������ʵͣ��͛_���ӲۺͶ��ӛ_Ƭ����A�����S��λ���۵A�ܺ͛_Ƭ����A��ͬ�S���Ѓɴζ�λ�`�������������λ�Õ�����ᔵ�ĥ�p��������׃���@�N��׃��****ֵ�����ǃɴζ�λ�`��֮�ͣ���˯B���r�ԃȈAÛ̥����ʣ���ʹ�ۿײ����R��
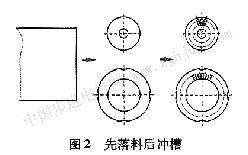
2��2�����Ϻ�_��
�@�N����������������D2��ʾ����һ������һ����������͛_���ӛ_Ƭ�ăȈA����A(�������ӛ_Ƭ��A�ϵĶ����ӛ)���ڶ��������ӛ_Ƭ�ԃȈA��λ�������ӛ���͛_ȫ�����ӲۺͶ��ӛ_Ƭ��A�ϵ��Fβ�ۺ�ӛ̖�ۣ������������D�ӛ_Ƭ����A��λ���͛_ȫ���D�Ӳۡ��S���S���I�ۺ�ƽ��ۡ�
�˷N���������c�ǣ��ڄ����a�ʸߣ����Բ����ײã����Ƭ���������^�ߣ������D�Ӳ��Bͬ���Ե�ӛ̖��ͬ�r�_�����_Ƭ�|���ã����ӛ_Ƭ�ă���Aͬ�r�_����ģ�����ױ��Cͬ�S
�ȣ����ڌ��F�ΙC�Ԅӻ����͛_�����D�Ӳۿ���ͬ�r�ڃ��_�_���M�У����ț_�ۺ����Ϸ������^���s�������a���ڡ�����ȱ�c�Ǐ͛_���Ӳەr������λ�Pĥ�p����ɲ۵A���c�ȈA��ͬ�ģ��B���r���ԃȈAÛ̥����ʣ���ɲ���L�����R��
2��3�����N����
���ׂ���ʽ�_ģ���ʽ�_ģ�M�����������յȾ��x�ų�ֱ������ģ���b��ͬһ��ģ���ϣ���ģ���b��ͬһ��ģ���ϣ����ɼ��Mģ��
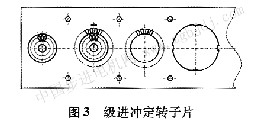
�D3���ü��Mʽ�_��ģ���춨�D�ӛ_Ƭ�Ĺ���ʾ��D�������������Ă��_�^����һ�_�^�_�S�ס��S���ϵ��I�ۺ�ƽ��ۣ��Լ�ȫ���D�Ӳۺ̓ɂ���λ��L���ڶ��_�^�_�Fβ�ۡ�ӛ̖�ۺ�ȫ�����Ӳۣ������_�^�_�D��Ƭ��������ě_�^�䶨��Ƭ��A���@�ӣ��l���Mȥ���D�ӛ_Ƭ�Ͷ��ӛ_Ƭ�քe�ĵ����͵��ě_�^��������L�����¡�
���Mʽ�_�����a���D�ӛ_Ƭ�ă��c�����a�ʸߣ�ȱ�c��ģ���������y��
3���D�ӛ_Ƭ�����·���
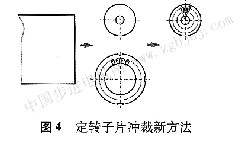
3.1�·�����ˇ
���ܲ��úηN��ˇ��Ŀ��һ����߮aƷ�|����������߄ڄ����a�ʡ��Еr�ɂ�Ŀ�ļ��У��Еr�ɂ�Ŀ�ě_ͻ����ˣ��҂�������һ�N�͛_�·��������ϛ_���Ӳۣ��ٛ_�D���㡣 �·����֞����������D4��ʾ����һ�������Ƕ���Ƭ���ϛ_��һ����ɣ��������ӛ_Ƭ����A��ȫ�����Ӳۡ����ӛ_Ƭ��A�ϵ��Fβ�ۺ�ӛ̖�ۡ��ڶ����������D�ӛ_Ƭ�ԃȈA��λ���͛_ȫ���D�Ӳۡ��S��L���S���I�ۺ�ƽ��ۡ�
3��2ģ���OӋ
���ϛ_���Ӳۛ_��ģ��D5��ʾ���D��Ƭ�_ģ�c�������a���� |