���Ħ��������늴�����^���ӿ����c����о�
���£����ѣ����Կ������ƽ
(�����I���I��W�������������I150001)
ժҪ�����OӋ��һ�N���͵�늴�ʽ����^�Ļ��A�ϣ��о���ԓ����^���ӿ��Ʒ�����������sc0TT׃�Q�Y����������׃�l�����F�˃������Q�ӣ����Y���C�����OӋ�����_�ԺͿ����·�Ĺ��̌����ԡ�
�P�I�~�����Ħ�����ӣ�����^���ӣ�scOTT
�Ї����̖��TM341 �īI���R�a��A ���¾�̖��1004��7018(2008)01��0035��02
0�� ��
���Ħ��������һ�N����늴ł����b���ڃɟ������������֮�g�a�������\�ӣ��M��Ħ���������γɽ��^�ĺ��ӷ��������Ħ�������ٶ��^�죬�����ں��Ӹ�ʽ���ӵğ��������ϣ�����V��������܇�ИI�ͼ�������ИI���������Ħ�����ӵă���������Y�������۽��O���������Ԅӌ��R���ډ����������γ��ι̵ĺ��ӽ��^������^���ȿ��_��ĸ�����폊�ȡ��c�������Ӽ��g��ȣ�ԓ�N���Ӽ��g����Ҫ���Ӻ��ϣ����������˲��ϱ������������ԣ�����ڮ������ϲ����ğo�p���������õ�Խ��Խ�V���đ��á�
���Ħ�������O��ĺ��IJ������܉�a�����������\�ӵ�����^��****�M������^�Dz���늴ſ��Ʒ�ʽ������l�ʺ�����B�m���{��늴�����^���īI[6]���OӋ��һ�N���Ħ�������õ����ͽY����늴�ʽ����^������Y���M���˃����OӋ�����M���˷��������
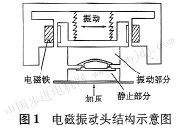
���IJ���scOTT׃�Q���g����һ������׃�l�����F�˶������Q�ӡ��M���˲�ͬ�l�ʡ���ͬ���늉��µ���ӿ��ƌ�����C��ԓ����^�Ϳ����·�܉�M�����Ħ�����ӵ���Ҫ�����ЏV���đ���ǰ����1늴�����^����ԭ�����䌦�·��Ҫ��늴�����^�Y��ʾ��D��D1��ʾ�����g����Fͨ�^���Ⱥ��ď��ԙC���c���w���B��ͬ�r��F�ɂȌ��Q�ֲ��п���늴��F����늴��F��Ȧ������ͨ������r����F�ͱ����ҵ�늴��F�����������Ķ����ӹ������������\�ӡ��������\�ӵ��l�������ڛ]����C���c�r����ͬ�ӵĹ���ݔ����r����F���ӹ������Եõ�****������@��****��Ħ������Ч����
�����īI[6]�����g����F�ܵ��Ŀ���늴��������飺
ʽ�У�f����ͨ�����Ľ�׃�l�ʣ�
Fp�����Ȯa����늴�����ֵ��
Im����ͨ�����ķ�ֵ��
��ˣ�����ϵ�y�OӋ��ԓ����^���ӿ����·���Ҫ�M������Ҫ��
(1)����^�����@�M�е����Ҫ���Q������С��ȡ���λ���90��
(2)�������lһ���l���Ʋ��ԣ�ͨ�������l��Ҫ�B�m���{���Ա㌦����^���C���c�M�В��裻
(3)���C���c̎��ͨ������ֵҪ�B�m���{���Ա��γɲ�ͬ�������
2 SCOTT׃�Q�c���·�OӋ
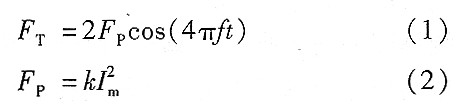
�����������������������OӋ�ă���׃�l��������������m�ģ����@�ӵ�׃�l������ͨ�îaƷ������x��һ��ͨ�õ�����׃�l����늣��t׃�l��ݔ��������늉��飺
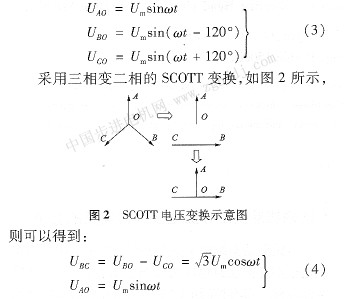
���ڵõ��Ķ���늉���ֵ����3���������Ҫͨ�^�{�����{��늉���ֵ�����ϵ�y���H�Ӿ���D3��ʾ������׃�l���{�����늉����l�ʣ�������������{����늉��ķ�ֵ���ȵ��@�M�B���Ǟ���ȡ�þ�늉������c���ұ���ؓ�dֱ�Ӽ��������{����һ���@�M������ɵ����cƫ�ơ�
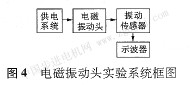
�������������·�OӋ��늴�����^�Č��ϵ�y��ϵ�y��D��D4��ʾ�������̖�Ĝy��������늜u����������늴�����^�ľ��w�����飺֧�Ώ��ɏ���ϵ��k=7 500 000N��m��늴��F��Ȧ�є�N=3(300 T��늴��F�@�M���R=0.72 ������߅****��϶�L�Ȟ�2 mm��
3��ӿ��ƌ��
ͨ�^���������·�o늴�����^�����@�M��늣���ijһ�l��������������_�粨����D5��ʾ���C������ϵ |