�{(di��o)��늙C��������Ȧ���һ�γ���ģ
����\
(�㽭�{(di��o)��늙C�S���㽭ͩ�l(xi��ng)314500)
�ЈD���̖��TM305��1 �īI���R�a��E
���¾�̖��1004��7018(2008)06��0061-01
�{(di��o)��늙C���������x���ИI(y��)�����^������һ��������@�O�����~�z���ɞ龀Ȧ���ڃx��x���ИI(y��)�Б�(y��ng)���^�ձ顣
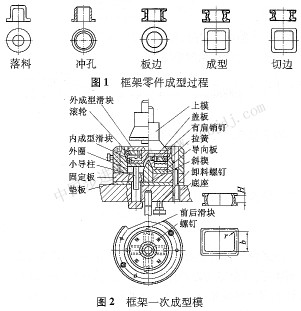
���ڹ���С���ֱ���ܛ���XƤ��ȃH��O 15��0 35 mm�������r�綨λ��ȡ������Ҳ���p���������ɏU�ڣ�����Ҫ�o�s������������a(ch��n)Ч�ʺͱ��C������|(zh��)���Ȟ���Ҫ���Dl��������ij����^�̡����η������Ρ����Σ�ԭ����Ҫ����ģ�߁���ɣ��ஔ���i����(j��ng)�҂��ڌ��H�����з���ԇ�H��һ��ģ�߁���ɣ���Y(ji��)��(g��u)��D2��ʾ��
1����ԭ��
ģ����һ�Λ_���У�ͬ�r��ɏĈA�������ăɂ�(c��)���R(��1 000 mm)�Լ���ƽ���������������
�����Ʒ���ڃ�(n��i)���ͻ��K��ƽ�����Թ�����(n��i)����λ���_�ӛ_�������K�f(xi��)ͬ��ģһ���½���ͨ�^��ģ�Ĵ���扺���w����f������ʹ����ͻ��K�����\�ӡ���ģ���_�Aƽ���p�Ƚ��|����ƽ�棬�c��ͬ�r����ֻ����ͻ��Kͨ�^�L݆��б���\��ʹ���ˮƽ�����������Ƅӣ��M�ɹ����ⷽ��(�ஔ�ڰ�ģ)��
���_�����K�^�m(x��)�½�������ͻ��K�ϵĻ�݆����б�棬��ֱ�����\��ʼ�K���ַ��γߴ磬����׃�����˕r��R�εă�(n��i)���ͻ��K��б����|��бШ��б�棬����ˮƽ�������������Ƅӵ�������(n��i)���γߴ�(�ஔ��ģ)��
���_�����K�����r�����бP�������Ƥͨ�^ж�����ʹ��(n��i)���ͻ��K�����\�ӣ���Ó�xбШ�������ɰ�����ͻ��K�̓�(n��i)���ͻ��K����������_�����ԏ�λ���Ա���´ι������Üʂ䡣�@�r���ڃ�(n��i)���ͻ��K�ɼ��я�λ������n�������p�ɵذѼӹ��õĹ���ȡ�ߡ�2�O(sh��)ӋҪ��
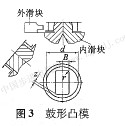
(1)����}
��D3��ʾ�������Թ���ģ(�D2�ă�(n��i)���ͻ��K)���Ľ�r��λ�����g϶ֵ�Ĵ�СӰ�ģ���ȺͲ����ٶȡ����g϶С�r��ģ�Č��ȑ�(y��ng)�������������㣻���g϶��r��ģ�Č�
��Ҫ�sС���������㡣ģ�Č���B�c�g϶z���P(gu��n)ϵ���£�
ʽ�У�d�������Ʒ��(n��i)����
b�����������ȣ�
r����������(n��i)�ǰ돽��
z���������g϶(һ��ȡ0 05��0 2 mm)��
(2)��(n��i)�⻬�K�\���P(gu��n)ϵ
�����(n��i)���K�������\�ӣ����ڶ�λ�����cr��С���\�ӕr���c��ι��������Ӳ����Ƅӕr��������Ӱ푿v���Ƅӣ���ɹ������ѣ�ͬ�r���c̎�����ȳɷ��Σ��������߶ȷ���
��ƽ���@�r�⻬�K���˹��������ײ���������
�η��r****��(n��i)�⻬�Kͬ�r�\�ӣ�������ͻ��K�����˹��������κ��˲�g��ʹ��(n��i)���ͻ��K�����\�ӣ����ɓη����ι����@�N�����p���١���Ʒ�ʸߣ����^����ķ�������Ӌ��
���s���⻬�K�ȳ��͵ķ���������������б������λ�õĴ_���^���㡣
(3)�⻬�K���\�Ӿ��x���\���ٶȆ��}
��D4��ʾ����ģ���õ���ֻ���K(�D2������ͻ��K)���_ģ��B(t��i)�r����ͣ��λ�Ñ�(y��ng)���c�����ľ��x��ȡ�
�⻬�K���\�Ӿ��x��
ʽ�У�l1��l�����g϶(һ��ȡ0.5��2 mm)��
h�����������挒�ȣ�
d�������Ʒ��(n��i)����
|