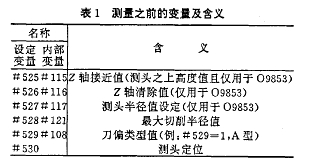
renishaw���ߜy��ϵ�y�����c����
�w����
�����Ĵ�әC���S��ĥ�о��������Ĵ��1 750004��
�ЈD���̖rtm305 �īI���R�a��c ���¾�̖l l001-6848(2000)03-og37-03
1����
���꣬Խ��Խ��ęC���Ñ��x��renishaw�y��ϵ�y������ts27r�����y�^���ڼӹ����ęC������ʹ�����ڙC�����H������B�£����F�������L�ȺͰ돽�Ŀ��١��ʴ_�y���c�a�����y��ܛ���܉��ڵ������D��B���M�гߴ�y�����Ķ�ʹ�y���Y�����ӽ����H��������B��ԓܛ������ʹ�ú��㣬�������Q���Y�ϔ��ؙC��ϵ�y�����Ĺ��ܣ�������������YԴ�����F�����ߵĜy�����������c�����x��ͬ������renishaw�y�^ϵ�y���ɴ�͙C���ďUƷ�ʺ��o���r�g��������a�ʡ�
ܛ���\�Еr��Щ�ض�׃����Ҫ��ǰ�O����������fanuc -omϵ�y�C����ts27r�����y�^����1��׃��������M�Мy��֮ǰ�ęC������ք�ݔ�벢�O����
�O��#530���y�^��λ�����y��ǰ��횶��xֱ���y�����S�������D���ߵď���ƫ���O����
#530һ1��ֱ���O������x�S�������D�����L���O������y�Sؓ����
#530��һ1��ֱ���O������x�S�������D�����L���O������y�S������
#530=2��ֱ���O������y�S�������D�����L���O������x�Sؓ����
#530��һ2��ֱ���O������y�S�������D�����L���O������x�S������
�O��#531��Ӣ�ƻ����x�t��#531��0���ƣ�# 531��1Ӣ�ƣ�
�ڙC���Ȱ��b��ts27r�Ե��y�^���״Μy��֮ǰ���M��У���^�Ĺ����Ƿdz���Ҫ�ģ����y�^���漰���������C�����S���������`��ģ��@������Ŀ���Ǟ��˱���y���r�y�^�������`����ߜy���Y����Ӱ푣��ձ�Ҫ�M�Мy�^У�ʣ���t���õ��e�`�Ĝy���Y����
�L�ȷ����У�ʣ���һ���˜ʣ���֪�L�ȣ��ĵ��߰��b�����S�ϣ��Еr�����S�����M��У�ʣ��քӌ����S�\�ӵ���ʼλ�ã������˜ʵ��߶�λ�ڜy�^�����Ϸ�lomm̎��Ȼ����ú����g65p9851kk����k:ָʾУ��ѭ�h��ݔ��˜ʵ��ߵĜʴ_�L�ȣ���������飺�˜ʵ��߿������½��|�y�^���棨�����D����Ȼ���Ԅӷ�����ʼλ�ã��״ν��|�������Ƶ����Ԅӽ��|�y�^2�κأ��L��У����ɣ��@�Ӝy�^����λ�������ڙC�������c�ľ��x�ѱ��y���������L��У��ֵ�惦�ڙC�����P�ą����С�
���˴_���˜ʵ���ֱ������У�ʵĜʴ_�ʣ���횰��b���ĈA���͜y�^���ڰ돽У��ѭ�h�M���У����S�����l�����D������
ֱ�������У�ʣ�����Ҫ�Q���y������ֱ����x��y�����S��ֵ���O���y�^�����׃����#530�����O��������y����y�����t�xx�S# 530-1�����˜ʵ��߶�λ�ڜy�^�����Ϸ�lomm�s�y�^����λ��̎��Ȼ���{�ú����g65 p9852 ss kk.��s��˜ʵ��ߵĜʴ_ֱ��ֵ��k����ָ��У��ѭ�h�ֱ�ʾ�y�^�˜ʳߴ磩���@�Ӿͽ��������S�����ڜy�^��x�S������λ�ã���׃׃��#530��ֵ�ԛQ���y�^�ķ�������# 530-2���ٴ��{�ú�09852���@�Ӿͽ��������S�����ڜy�^���ĵ�y�S������λ�ü��y�^�ߴ磬ѭ�h�Y�������S�ص��y�^����λ�á�
У�ʜy�����֮��2׃���Ԅ��O���ڙC���У���Ҫ�r���ԙz���@Щ׃����
2 �����L�Ȝy�����{��ȥ09801��
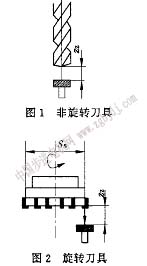
�քӌ������\�ӵ���ʼλ�ã��Ȍ����߶�λ�ڜy�^�����Ϸ�lomm̎��Ҳ���Ծ�һ��С�����Ա����ģ���Щ�C�������քӔ���ݔ�뷽ʽ��ѭ�h�^�� ��D1�������D���ߣ��͈D2�����D���ߣ���ʾ��
��ʽ��g65 p9851 ss tt [qq zz]��
ss:���������돽��tt:����ƫ��̖��
qq���y�^�^�г�ֵ��ȱʡֵ��4��omm����
zz:���c���y���c��z��������ֵ��ȱʡֵ��-10��omm��zֵͨ����ֵؓ��
(1)�����D�����L�ȵĜy��(���@�^):g65p9851 t8��t8=�����L��ƫ��̖��
(2)���D�����L�ȵĜy��(��P㊵�):g65p9851 s80 |