���ٸ߾���ֱ���ŷ��\�ӿ��������OӋ
�����٣����d
(�Ϸʹ��I��W�����պϷ�230009)
ժҪ����M�㔵���ŷ�ϵ�y���ٸ߾��ȵļӹ�Ҫ����ߔ��ص�̙C���ԃr�ȣ������һ�N��tms320c2812����ƺ��ġ���l6203�鹦����ģ�K��������ֱ���ŷ�늙C����ƌ���Ķ��Sֱ���ŷ����r�\�ӿ���ϵ�y���������������M����ģ�K�Y������Ħ���a��ģ�K���ٶȭh�ɔ_�^�y��ģ�K��λ�ƭh��������ģ�K�Ͳ�������λ�`���ۙ���Ƽ��g��ǰ��������ģ�K����Ч�����ϵ�y�ĸ�ۙ���Ⱥͼӹ��ٶȡ����Y���C��ԓϵ�y�\�з�������ۙ���ȸߡ��ӹ��ٶȿ죬�����ڔ��ؼӹ��ИI�еõ��V�����á�
�P�I�~�����أ�����ֱ���ŷ�늄әC����̙C���߾��ȣ�����λ�`���ۙ����
�ЈD���̖��tm383��4+1 �īI���R�a��a ���¾�̖��1004��7018(2010)04��0048��04
0����
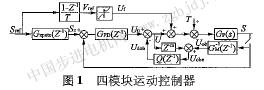
�S����̹��ߺͼ��g������M������ИI���漰���I��Խ��Խ�V������ģ�ߡ��V�桢���ܼӹ��ȷ��棬���ص�̙C�õ��ˏV���đ��á�����Ҫ�е��ܛ��������ϵ�y���ŷ����������ŷ�늙C�͙Cе����ƽ�_�岿�ֽM�ɡ����ܛ����Ӌ��C�ϸ����OӋ�D���Ԅ�Ӌ������ߵ��\��λ�ú͠�B��������·���͵��ߵ�̧�����䵶��B����ͨ�^���ڰl�ͽo����ϵ�y������ϵ�y�t�������յ��ĵ���·���͠�B����һ���IJ��a�㷨Ӌ������S��y�S�Ľo���ٶȣ���·��Ҏ���������r�l�ͽo�ŷ������������ŷ��������tؓ؟��ۙ�����S�Ľo���ٶ�(܉�E)������̧��(�䵶)ָ���Ɍ��H��̼ӹ����΄ա�����ϵ�y�ļӹ��ٶ�ȡ�Q�ڔ���ϵ�y��·��Ҏ���㷨����λ�C������ϵ�y���ŷ�������֮�g��ͨӍ�ٶȣ��ŷ�늙C���~���D�٣����ӹ����Ȅt��Ҫȡ�Q���ŷ��������͙Cе�ӹ�ƽ�_�����ܡ��ڱ�ϵ�y�У�·��Ҏ�������B�mС·���θ������m��ǰհ���a�㷨[1-2]������ֱ��늄әCȡ�����y�IJ��M늄әC������tms320c2812���锵��ϵ�y���ŷ��������ĺ���cpu���Դ˱��C��λ�C������ϵ�y���ŷ�����������֮�g�܉�����ɸ�������̎�����΄գ��Ķ��@�����ϵ�y�ļӹ��ٶȡ����⣬���y��pid�ŷ����������y�ԝM�㔵��ϵ�y��λ���ȸߡ��o���{���o��ʎ��푑��ٶȿ��������Ժõ�Ҫ��ϵ�y���ø����������\�ӿ���ϵ�y����ģ�Kͨ�ÿ������Y������D1��ʾ������Ħ���a��ģ�K���ɔ_�^�y����λ�Ʒ�����������ǰ���������IJ��ֽM�ɣ�����ǰ����������������λ�`���ۙ����(zpetc)���g�����Y���C�����ô��ŷ������������@�����ϵ�y�ļӹ����ȡ�
 1����dsp��ϵ�y�����OӋ
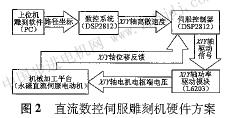
������̖̎����[4]�����S�����YԴ����Ӌ������ʹ���܉�ɹ��đ����ڔ���ϵ�y�У��Ա��C������ϵ�y�܉r������ɸ�������̎�����΄գ����ҿ�����ϵ�y����Ҫ�M�ДUչ������������߀���Ժܷ���،���ͬ�㷨�M�б��^���Y�x����D2��ʾ��
���ܛ����Ӌ��C�ϸ����OӋ�D���Ԅ�Ӌ������ߵ��\��λ�ã�������·������ͨ�^���ڰl�ͽo����ϵ�y�в��a�㷨������dspl�����߸������ܛ�����ɵ�܉�E���˰���һ�����a�㷨�o���xɢ�����ٶ���̖����ͨ�^����[4]���r���ͽoֱ���ŷ��\�ӿ�����dsp2���\�ӿ����������o����x�S��y�S�����ٶ���̖(ͨ�^�xɢ�e�ּ��ɵõ�����λ����̖)���Y�Ͼ��a�������ص�x�S��l���S���Hλ��ݔ���������D1�Ŀ����㷨�õ�z�S��y�S�ɽMpwm��̖���@�ɽMpwm�ŷքe�Á��|�lx�S��y�S늙C�Ĺ�����ģ�K���M�����Ƶ�̙Cx�S��y�S늙C�\�ӣ���Ɍ��H�ļӹ��΄ա�
2��ģ�Kֱ���ŷ��������ą����OӋ
�ĈD2�п��Կ��������،���ĸ��A���̓r(���x)ģ�ͺ�Ħ���a��ģ���nj�λ�ƭh��ǰ��������
2.2���،���ĺ���ģ�ͺ�Ħ���a��ģ��
��ϵ�y��늙C��늉����ٶ����B�mϵ�y�ĺ���ģ�ͿɌ��飺
ʽ�У�j��늙C��Ч�D�ӑT����b���Чճ��Ħ��ϵ����j��b�п���ͨ�^�y������ϵ�y���A�S푑������㡣�ڲ�ͬ�A�Sݔ��늉��µ��ٶ�������D4��ʾ������ |