����Y�C���Ӽ����\�ӿ����о�
ۭ����f���������壬����
���A��������W�Ԅӻ��ƌW�c���̌WԺ���V��510640��
ժҪ���������OӋ������Y�C�Ŀp�ƻ��Ӹ�ʽ�������Ӵ惦��ʽ�ͻ��ӿp�Ǝ��ĸ�ʽ����B�˻��ӿp�ƕr���Ñ����˵��Cе���˵��D�Q�^�̡��ڽY�����S�ŷ�늙C�Ͳ��M늙C�����ԵĻ��A�ϣ�����˲���dsp��uc/os -�������ƽ�_�Ļ��ӿp�ƿ���ϵ�y�Ŀ��Ʒ������о��ɹ�������������Y�Cϵ�y�õ����ú���C�����H�����C����ԓ����ϵ�y�ľ��_�ԡ��ɿ��Ժ͌����ԡ�
�P�I�~������Y�C�����Ӹ�ʽ��dsp��uc/os -�����ŷ�늙C�����M늙C
�ЈD���̖��tm383.6, tp273 �īI��־�a��a ���¾�̖��1001-6848( 2010) 02-0091-04
0�� ��
�F�����ܿp���O���ǏV�������˿p�ƻ������锵��Դ������Ƕ��ʽϵ�y����Ϣ���g�����Ϳp���O�䣬���ԝM������Ч�����|���Ŀp������ԓ��O������Ԕ����ӣ����S�fͬ����C�һ�w�����Ñ����A���Լ����ܡ����Ի��p�Ƶ����c�����У��p�ƻ����OӋ�nj��F���ܿp�Ƶ���Ҫ���A�Թ���֮һ������Y�C��һ�N����p���O�䣬�仨�Ӕ�����ͬ����ӻ��әC�����ļ��������E���ˡ�λ�Ƶ�ʸ����Ϣ�ͼ�������ᘡ��Qɫ�ȶ�N�Ŀp�ƿ�����Ϣ�����DZ��^���εĔ�����Ϣ���������Y�C���Ӹ�ʽͨ�������Ç��H���^��������dsb��dst��dsz�Ȼ��Ӹ�ʽ�����Ǹ������H���������OӋ���Ӹ�ʽ�����ؙC��˾�ĸ����Y�C��
�����ڷ���������Y�C�ęCе�Y����늚�ýy���ƵĻ��A�ϣ��OӋ���Y�C�Ļ��ӿp�Ǝ��Ĵ惦��ʽ�����ӿp�ƕr�Ñ������D�Q������Y�C�ęCе���˵ķ���������߿p���^�����ܵĽǶȳ��l����B��������ͬ���ŷ�늙C�������S�ӣ����M늙C����x��y�����ӣ����Ô�����̖̎����dsp��uc/osһ�������ƽ�_�Ļ��ӿp�ƹ���ԭ����
l ���Ӹ�ʽ���OӋ
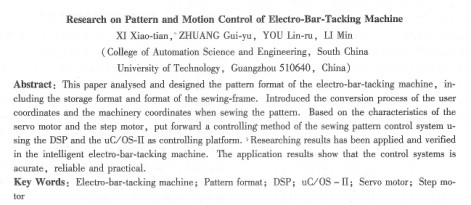
һ����r���ڸ����Ñ�Ҫ��ėl���£�����Y�C�p���^����ͨ����Ҫ̎��ɷN��ͬ�Ļ��Ӕ��������̶����Ӻ��Ñ����ƻ��ӡ��̶�������ᘔ����L���Ȍ����Լ������p�Ǝ����ɡ��Ñ����ƻ������Ñ��ڹ̶����ӵĻ��A���M�пs�š��M�ϵ��Զ��x�Ļ���������Ϣ���������ɵġ������Ñ����ƻ��Ӷ����ڹ̶����ӵĺ���׃�����γɵģ������Թ̶����Ӟ���A���OӋ����Y�C�Ļ��Ӹ�ʽ��ͨ�^������Y�C�ĸ��N���ӵķ������̶����Ӹ�ʽ�����ɻ����^�ͻ����w�M�ɡ�
�����^����������Ϣ�У�(1)������̖��(2)���ӿp�Ǝ��Ă�����ÿ�����ӵ�ᘔ�����(3)���_��̖��Ϣ��(4)���ӵ��L�ȣ�(5)���ӵČ��ȣ�(6)�p���ٶȣ�(7)�����֡�
�����w���ÿ�����ӵ����пp���c��������Ϣ��������Ϣ�M���˻��ӵ������E��
���⣬�Ñ����ƻ��Ӹ�ʽ�w������Ϣ�У�(1)�̶�������̖��(2)�M��s�ű��ʣ�(3)�v��s�ű��ʣ�(4)���_��̖��Ϣ��(5)�����֡�
�p�ƻ��ӿ���ͨ�^�xȡ���ӵ�ַ�õ��������̶����ӵ�Ŀ䛁���Ź̶����ӵ�ַ���̶����Ӱ����˹̻��ڴ惦���л��Ӻ��Ñ��Զ��xԭʼ���ӡ��Ñ����ƻ��ӿ��Ԍ����κ�һ���̶����Ӻ̶����ӵĽM�ϣ�ͨ�^�Ñ����ƻ��Ӹ�ʽ�w���x�����Ĺ̶�������̖���@���Ñ����ƻ��ӾͿ���ֱ��ͨ�^��̖�xȡ�����Ĺ̶����ӻӽM�ϵ���̖�����ڹ̶�����Ŀ����xȡ���̶����ӵ�ַ���Ñ����ƻ����ڵ�һ��ʹ�ú��Ѷ��ƻ��ӿp�Ǝ��惦�����Թ��´��{��ͬ�ӵ��Ñ����ƻ���ʹ�á����ӽY����D1��ʾ��
2�����Ñ������c�Cе���˵��D�Q
����Y�C�p�ƻ��ӵ���E�ɻ��ӿp�Ǝ��������p�Ǝ���ƽ��ֱ������ϵҎ����һ�����p���c��������Ϣ���@�ǿp�ƻ��ӵĿp���c�����g���ˣ�Ҳ�������Ñ������ˣ��Q֮��p���c���Ñ����ˡ��Ñ������ǹ̻��ڴ惦���е�ԭʼ���ˡ�Ȼ��������Y�C��x��yƽ���ϵ��Ͳ��^�����Ƀɂ����M늙C��������Y�C���Ͳ��C���a���v���M��λ�Ɓ팍�F�ģ���λ�����˴惦���Dz��M늙C���D�Ƕ����ˣ���O�����������@�Ӿ͟o��ֱ�����Ñ��������鮔ǰ�p���c���Ƅӵ���һ���p���c��+l����K�p�Ǝ��������Ҫһ���Ñ������c�Ͳ��C���ęCе���˵�һ���D���^�̡�
|