PLC�c׃�l���ڟ��Y���Ͽ���ϵ�y�еđ����о�
��Ԫ��
(�Rʏ�I���g�WԺ��ɽ�|�Rʏ271100
ժҪ�����Y���a����ߠt���F����M�е�ǰ�ᣬ��ұ�����a�������ஔ��Ҫ�����á������ǟ��Y����Ҫ��ˇ�h��֮һ�������_�����͟��Y�V�ɱ�����ߟ��Y�V�a�����|����Ŀ�ģ��������ϵ�y�Ĺ����Ϳ���ˮƽ����Ҫ��Ҫ�U����PLC�c׃�l���ڟ��Y����Ӌ��C����ϵ�y�еľ��w���ã����c��B����PLC��׃�l�̞����Ŀ���ϵ�y��Ӳ���M�ɡ�Ӳ���x���Լ�ϵ�y��Ҫ���Ƴ���ԓϵ�y�Ĝʴ_�ԺͿɿ��Ժܸߣ��F���\�б������^�õظ�׃������ϵ�y���|�����ƣ�ȡ���˝M���ʹ��Ч����
�P�I�~��PLC��׃�l����Ӌ��C����ϵ�y������
�ЈD���̖��TP273 TM921.51 �īI���R�a��B
1ǰ��
���Y�����^�̵Ĝʴ_�c��Q���˟��Y�V�Ļ��W�ɷ��Ƿ����M��ֱ��Ӱ푸ߠt���F�Ľ������gָ�ˣ��������ڸߠt�ݷe��������ұ�����Ȳ������������ϱȴ�������ӵ���r�£���Ҫ����߸��N���Fԭ�ϡ��ۄ���ȼ�ϵ����Ϝʴ_�ԡ����Y���a�����ϰl��ƫ�ֱ��Ӱ푵����Y�^�̵��M�к͟��Y�V���|���������a���`�yӋ����ʯ��Ȯa��1�����`��͕�Ӱ푟��Y�V�ĉA��0.04��ȼ����Ȳ���1������Ӱ푟��Y�V��FeO����2-3�����M��ʹ���Y�V��߀ԭ�Լ����ȶ��ܵ�Ӱ푡�����ͬ��̼����ƫ�ߣ��������Mȼ�϶���߀��ʹFeO���ߣ��̶�̼����ƫ�ͣ����Y�^�̟������㡣���a���`ָ��������ϵĹ̶�̼��4������5���r��Ó���������؏�90.5���ཱུ��88.3����ͬ�r���Y�V��FeOҲ�����������e�ǟ��Y����V�ەr��ͬ��̼���A�ȵIJ��ӌ�Ó���Ӱ��Ȟ��@������ˣ����F����ϵ�y���Ԅӻ����ƣ��_�����_�����ϱ��M�����ό����Y�V�ĮaƷ�|�������P�I����[1]��
2���Y����ϵ�y�ĽM��
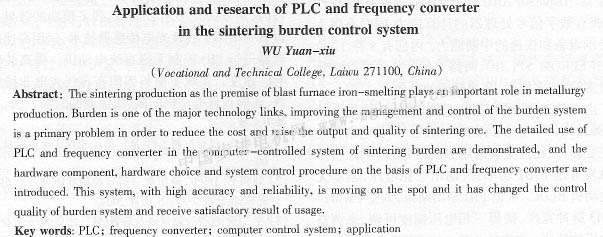
���Y�S��_���������a����ȫ�ɿ����\�У�һ�㶼��������ͬ������ϵ�y��ÿ������ϵ�y��D1��ʾ��
�D1��(1)��ʾ�A�P늙C���D�ٿ��{��(2)��ʾƤ����늙C��ǰ4�_�鶨��Ƥ����늙C���D�ٿ��{����8�_��Q��Ƥ����늙C���D�ٲ����{��H1�鼯��Ƥ��������01̖��03̖�ς}�е�ԭ�Ϟ�ʯ��ʯ��05̖�ς}�е�ԭ�Ϟ����ʯ��07̖�ς}�е�ԭ�Ϟ���ʯ�ң�09̖�ς}�е�ԭ�Ϟ�ú��11̖��19̖�ς}�е�ԭ�Ϟ鲻ͬ�S�ҵľ��V��21̖�ς}�е�ԭ�Ϟ鷵�V��23̖�ς}�е�ԭ�Ϟ�ߠt��[2]��
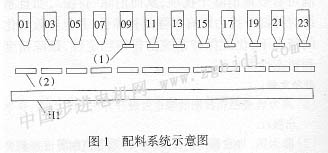
����ϵ�y�Ľo���O���ж���Ƥ���o�ϙC�͈A�P�o�ϙC�ɷN������Ƥ���o�ϙC��ͨ�^��׃����Ƥ��늙C���ٶȿ��������������A�P�o�ϙC��ͨ�^���ƾW�P늙C�D�ف����������������@�ɷN�o���O��Ŀ���ϵ�y������ͬ��������{��ԭ����D2��ʾ��
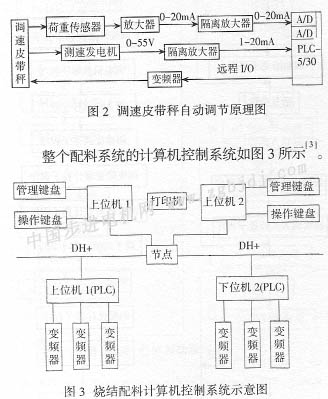
��Ҋ��ÿһ����ϵ�y������һ�_��λ�C��һ�_��λ�C��ͨ�^������·DH+�˴����B����λ�C�ɲ��ù��I���ƙCIPC-610���C��Ȳ���1784-KT DH+�W�j�ӿڰ壬ͬ�r���й��̎��I�P�Ͳ����T�I�P����λ�C���Ѓɂ�DH+���h��I��OͨӍ�ӿڣ�ͨ�^DH+����λ�C�M��ͨӍ�������h��I��O���Ƹ���׃�l������׃�l��ͨ�^�l��ݔ�����Ƹ�늙C�D�ف����������^�̡�
3����ϵ�y늙C���Ʒ�ʽ
����ϵ�y늄әC���\�з�ʽ�֞��i��ʽ�͆ΙC��ʽ�����H���a�^���У�����ϵ�y��늙C��̎���i�\�з�ʽ�����i��ʽ���\�Еr��늙C����������ӡ����ֹͣ��ͬ�r���ӡ�ͬ�rֹͣ�Լ��ΙC���Ӻ͆ΙCֹͣ��
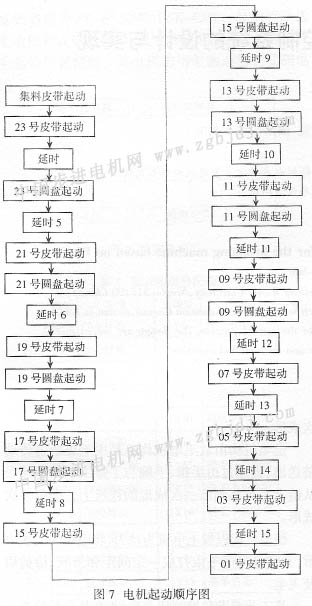
���������ָϵ�y���ӕr�����������O���_ʼ��������혴��ӕr���ӡ��������Ӽ���Ƥ��H1���ӕr����23̖�ϲ۵Ľo���O�䣬Ȼ�����ӕr����21̖�o���O�䣬�Դ����ֱ�����0̖�o���O������ӡ���ָ������������09̖��23̖�A�P�o�ϙC�r��Ҫ�����ӷQ��Ƥ��늙C���ӕr�������ӈA�P늙C��
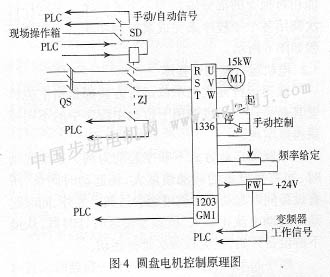
�ڼ��п����҃ȵăx�����и��o�ϙC�ͷQ��Ƥ���C�i���ƹ��ܣ������ԄӶ����o���O�䣬�������ڿ����҃��M���h�̿��ƺͼ��в������ơ����ЈA�P늙C�Ŀ����·��D4��ʾ��
�D4��0s��՚��_�P��ZJ�齻�����|����SD���քӣ��Ԅӿ����D�Q�_�P��MI�齻��늙C��1336��1305��׃�l����1203GMl��ͨӍģ�K��
���|�����Ͽ�����PLC�l�����ͬ�r���|��������̖���քӣ��Ԅ���̖���ͽoPLC�����������ƵĿ�����̖�����ڶ���Ƥ��늙C�͈A�P늙C����׃�l���Ĺ�����̖Ҳ�����oPLC�����������ƵĿ�����̖��
4����ϵ�yӲ���x��
�ڌ��H���̑����У�ϵ�yӲ���x����������ƌ�����������а������ƌ����TˇҪ���O���r�����ƹ��ܡ�I��O�c���ȡ�
(1)PLC�C�͵��x��
����ϵ�y���ɺ���CPU������I��O�c����푑��ٶȺ�ָ��ϵ�y���ܵ�����ָ��Ҫ�����O���x��PLC-5ϵ�пɾ��̿�������������λ�C����
��ϵ�y�M���Ԅӿ��ơ�����CPUģ�����PLC-5��
30����ģ��ȴ��32k������1024��I��0�c����������ٶȞ�2ms��ǧ�֣����Ѓɂ�DH+���h��I��0ͨӍ�ӿڡ�PLC-5��30���@Щ����ָ����ȫ�ܝM�����ϵ�y��Ҫ��
(2)I��0ģ����x��
��ϵ�yʹ�õ�I��Oģ����Ҫ����������ݔ��ģ�塢������ݔ��ģ���ģ�M��ݔ��ģ�塣
���ڱ�����ϵ�y��������ݔ��ģ��1771IMD��������ݔ��ģ���x�á�771-OBD���x��1771-IFE����ģ�M��ݔ��ģ�壬��I��Oģ�嶼������λ�C�Ŀ�܃ȣ���λ�C���L������I��O�ķ�ʽ�L����I��Oģ�K��
5���Ƴ���
���̕r����ѭܛ������Ҏ���������Y������ģ�K����ԭ�t���ѹ������������IJ��־��ƞ�һ���ӳ��M���p���ӳ���֮�g��ϵ��������������ͬ�ėl���{�ø����ӳ�����������Ĺ��ܡ���λ�Cܛ���Y����D5��ʾ��
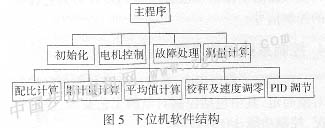
���溆�ν�B�������c늙C�\�п����ӳ���
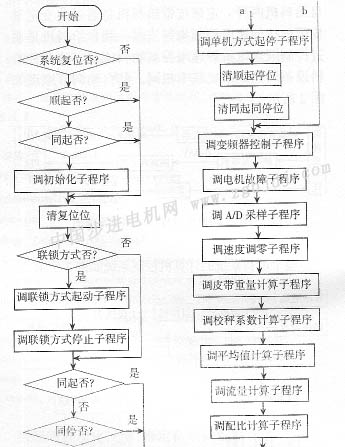
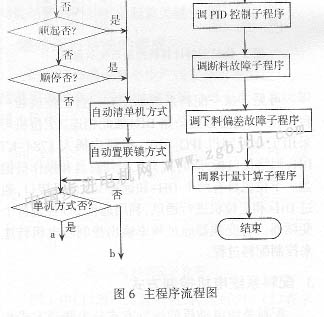
5.1������
��������Ɍ�����ϵ�y�Ŀ��ơ����̕r���ѹ������������IJ��־��ƞ�һ���ӳ��������������{�ø����ӳ�����������ƹ��ܡ�������������D6��ʾ��
5.2늙C�\�п����ӳ���
�i�\�з�ʽ�͆ΙC�\�з�ʽ��������λ�C��������λ��ͨ�^�{����λ�C�������еIJ�ͬģ�K���Ԍ��F��
���i�\�з�ʽ��������Ӟ�����ϵ�y���ӕr������Щ�O����D�ӑT���t���ӕr�g�L�������O��ͬ�r���ӵ�Ԓ�Ϳ��ܕ��^�d�����⣬ͬ�r���ӕr����������^������Ҫ�O�ӕrӋ�r�����������Λ]���_ʼ��������혴��ӕr���ӡ�
������ӕr������늙C֮�g��һ���ӕr,���ڈA�P�o��ϵ�y�����ӷQ��Ƥ��늙C�����ӈA�P늙C֮�gҲҪ�ӕrһ�Εr�g�����������D7������
���˱�����_늙C�\�аl����y���U�����Ӻ�ͬ�r���Ӽ��i����������Ӻ�ͬ�r���Ӳ�ͬ�r��Ч��������Ӻ�ͬ�r��Ӹ��o���O��ǰ�������������ѹ����ˆTע�⡣
6 �Y�Z
��ϵ�y���^���H�\���C�������ƾ��ȼ��Ԅӻ�ˮƽ�����ஔ�����ߣ���������ֱ�^�������h�������^���S�o����ͣ��\�пɿ�������������OӋ���ܻ����M��Ҫ��
��Ȼ��ԓϵ�y�c��������ϵ�y���߀��һ���IJ�࣬���������λ���ơ�ˮ�ֿ��ơ��Լ�ԭ�ϳɷַ���̎���ȹ��ܣ��������ɸ������ƵĿ���ϵ�y�����õ���������^�̵��Ԅӿ��ƣ��@Щ���д��ڽ����Mһ�����M�����ơ�
�����īI��
[1]��������V�|���ķ���[J].��F��1997��32(����)��313-316��
[2]��ʯ�ȟ��Y����PICϵ�y���OӋ[j].���Y��F��1997��22(3)��60-62
[3]���Ի۟��Y���a�Ԅӿ����¼��g(��)[J].���Y��F��2002��27(1)��28-35��
[4]��ʯ�ȣ���䓟��Y���Si��܇�g����ϵ�yPLC����[J]��ұ���Ԅӻ���1995(3)
[5]��ƽ�R䓟��Y�����C����ϵ�y[J].ұ���Ԅӻ���1996(3)��
���ߺ���
��Ԫ�ޣ��У���W�W�v���Tʿ�Wλ���������Q���F�ν���ɽ�|ʡ�Rʏ�I���g�WԺ����Ҫ���C�һ�w�����I�Ľ̌W�c���й��������v�n�����·�c늹����g���C���Ƽ��g�����á��ɾ����������ԭ�������á��Ԅӿ���ԭ�����C�һ�w�����g�ȣ��Ѱl��Փ�Ķ�ʮ��ƪ��
|











