���B܈�C����Ԅӿ��Ʋ��ԑ�(y��ng)�Ì��ȷ���
���r1���۸�Ⱥ1����܊��2��������(qu��n)2
��1�|����W(xu��)��Ϣ�ƌW(xu��)�c���̌W(xu��)Ժ���|�����110004��2�����܈�ɷݹ�˾���|����ɽ114003��
ժ Ҫ��ᘌ���(d��ng)����H���M(j��n)��ACC���Ʒ���������ر��^��������˾�����T�ӹ�˾��ȿ��Ʋ��ԵIJ�ͬ������Փ�Ϸ���������?y��u)���ߺ�ȿ��ƾ�������ȡ�Ŀ���˼�����e����������ACC���Ʋ��Է��棬�o���w�F(xi��n)���ߌ��ڸ��ƺ��ƫ���ֶεIJ�ͬ����Kͨ�^܈�C���a(ch��n)��ȿ��ƽY(ji��)��������(sh��)��(j��)���U���˿��Ʋ��ԵIJ�ֻͬ���ڬF(xi��n)��Ӳ�����õĻ��A(ch��)�ό��F(xi��n)��(y��u)���O(sh��)Ӌ����K������P(gu��n)���B܈�C�߾��Ⱥ�ȿ��Ʒ������o��ȡ�ηN��ȿ��Ʋ����Ԇ��Ϻͽ��b��
�P(gu��n)�I�~�����B܈��AGC��݁�p��݁�٣�����������ƣ�������
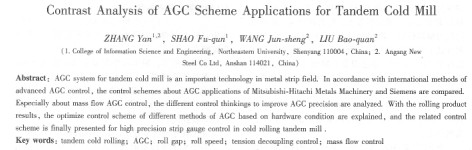
�ЈD���̖��TP 27 �īI(xi��n)��(bi��o)�R�a��A
1�� ��
�ؿv���Ⱦ�������܈�������Ҫ�ļ��g(sh��)ָ��(bi��o)������K�a(ch��n)Ʒ�ijߴ羫���ܷ��C�ژO��̶�����ه�ں���Ԅӿ���ACCϵ�y(t��ng)����20���o(j��)50����l(f��)չ�����ĺ���Ԅӿ��Ƽ��g(sh��)�l(f��)չ���^���죬����Ч�����@��������AGCϵ�y(t��ng)���Ʒ�ʽ�ܶ࣬���NACC��(f��)��ϵ�y(t��ng)������P(gu��n)(li��n)���Ӱ푣����H�ϴ�����****�M�Ϸ���������ͨ�^���ȇ������M(j��n)ACC���Ʒ�ʽ������������ȿ���˼��IJ����K������P(gu��n)���B܈�C�߾��Ⱥ�ȿ��ƃ�(y��u)��������
2���{(di��o)AGC���ȷ���
ACCϵ�y(t��ng)�Ļ������Ʒ�ʽ�֞���{(di��o)ACC�;��{(di��o)AGC�ɲ��֣����{(di��o)ACC���Ʒ�ʽ�������õ�1�C�ܵ�ǰ�����������O(ji��n)��ACC����׃��݁�p��ͨ�^��2�C�ܵ�ǰ��ACC����׃���g��������ʹ��䓴ֺ��ƫ���ڵ�1�C�ܵõ������������˷�������ڴ�Ҏ(gu��)����1�C�ܡ���5�C�ܷքe��Sl-S5��ʾ�������B܈�CACC�����ԭ�t���ǻ��ڱ�������܈�C���������㶨��ÿ���C�ܵ�������ݔ�����ǎ���ٶȺͺ�ȵľC�ϽY(ji��)�����F(xi��n)��������^���M(j��n)��ACC�����У�****�����Ե�������(Hitachi)��˾��S/emens��˾��������ACC���Ը������c��������܈�C��ȿ����I(l��ng)������M(j��n)ˮƽ���������������ȡ��һЩ����AGC��ʽ�M(j��n)�Ќ��ȷ�����
�ڙz�y�x�����÷��棬�����x�����ð�����Slǰ��y��x��Sl܈�������^��S2-S5��y�كx��s5ǰһ�_�y��x��s5����_�y��x��s5܈�������^��Siemens�x�����ð�����Slǰ��y��x��Slǰ��y�كx��s5ǰ��y��x��s5ǰ��y�كx��Siemens��Slǰ������˜y�كx�͜y��x��������Sl���F(xi��n)������ACC��Ѹ����������Ӳ��ƫ��ͺ��ƫ�������Slǰ��H����˜y��x�o�����F(xi��n)Sl������ACC��������S2 -S5�������˜y�كx���t���Ԍ��F(xi��n)S2-S5����������ACC����Ŀ���DZ��Cÿ���C�ܶ��к�ȿ��Ʒ�ʽ����������Sl܈�������^����
��Ҫ�������B܈�C����c���ο��Ƶȷ���Ĺ�����
��Slǰ��ACC�����У�������������Slǰ�y��x�z�y���{(di��o)��(ji��)S1݁�p������ԓ����ACC�{(di��o)��(ji��)��ʽ��ͬ�r�{(di��o)��(ji��)��ڏ���݁��S݁���D(zhu��n)���M(j��n)�Џ���������ơ���Siemens���е�****���������Ʒ�ʽ����r������ͬ����ʽ(1)�ɵã������S݁������0���C�ܣ�ͨ�^�{(di��o)��(ji��)S݁�١�Vo������܈�C��ں���Ho��������������Ƅt��S1݁�p���ƌ��F(xi��n)��
ʽ�У���vo���˿�S݁�ٶ��{(di��o)��(ji��)������vHo��Slǰ���y��
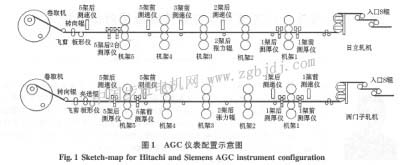
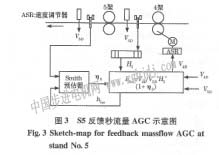
��Sl����ACC�����У������ԭ�����nj��g�Ӝy��AGC���y(t��ng)�M(j��n)�бO(ji��n)���������Ա��M(j��n)һ�����ACC���ȡ�Siemens���ñO(ji��n)��AGC��ʽ��������Sl���ڜy��x�y�ú��ƫ��Y(ji��)��Smith�A(y��)���������ƫ���M(j��n)�М����a�������������õ�Sl݁�p��ͨ�^�{(di��o)��(ji��)S1݁�p������ԓ���ƫ����{(di��o)��(ji��)��ʽ����****��������ʽ�£���ʽ(2)�ɵã�ͨ�^�{(di��o)��(ji��)�˿�S݁�١�Vo�������ں���H1��
ʽ�У���H1����Ϻ���ֵ����V0�����S݁�ٶ��{(di��o)��(ji��)������H1��S1���ڌ��H��
�������F(xi��n)����ACC����D2��ʾ��
�����ú��Ӌ�O(ji��n)��ACC( CM-ACC)��ʽ�����w ���F(xi��n)ͨ�^Sl܈�������^�z�y܈������ͨ�^��������(3)Ӌ�����䓺�ȡ�
ʽ�У�hc��Ӌ����ں�ȣ�P�錍�H܈������K��C�܄��ȡ�
��D2��ʾ�������H���ƫ��A(y��)h��ݔ��Smith�C��ں���Ho��������������Ƅt��Sl݁�p�� �A(y��)�����a��ϵ�y(t��ng)�����a���Y(ji��)����E0��Ӌ������hc�M(j��n)�����������c�O(sh��)�����hRFFͬ�rݔ��CM-AGC��������ݔ��S1݁�p����ֵ��SGM���{(di��o)��(ji��)݁�p���F(xi��n)��ȿ��ơ�
���������Կ������������]��(y��ng)��CM-AGC��������ϵ�y(t��ng)����Ӱ푣������ډ���AGC���ھ��Ȳ��ߵ�ȱ�c�����þ��ȸߵ�Sl��y��x��z�y���H���ƫ�ͨ�^Smith�A(y��)������A/z�������M(j��n)���a������������CM-AGCϵ�y(t��ng)���M(j��n)������Ч�����^���롣Siemens�t�J(r��n)������S1��y��x�z�y���ĺ��ƫ���ѽ�(j��ng)�dz���(zh��n)�_����(j��ng)�^Smith�A(y��)���������a�������_(d��)������Ҫ����(j��)���������g��Ӌ�㎧䓺�ȣ���ͨ�^���H���ƫ��A(y��)h���M(j��n)��������CM��AGCϵ�y(t��ng)Ч�������@�T��
��S2ǰ��ACC�������˼·����һ�£����Ǹ���(j��)S1���ڜy��x�y�ú��ƫ���(y��ng)��������ԭ��Ӌ���Sl݁��������������S2�˿ں��ƫ���(j��ng)�����^(q��)�e���ګ@��Sl����ٶȷ�ʽ�ϣ�Siemens����ͨ�^Sl���(c��)�كxֱ�әz�y����ٶȣ��������]����S1���O(sh��)�Üy�كx��ֻ��ͨ�^SlǰS݁�}�_Ӌ��(sh��)���z�y�����ٶȲ�Ӌ���S1ǰ����ٶȣ���(y��ng)��������ԭ��Ӌ���S1����ٶȡ�����S2ǰ��ACC���{(di��o)��(ji��)S1݁�ٌ��F(xi��n)����Ҫͬ�r�{(di��o)��(ji��)S2݁�p��Sl��S2�g�����M(j��n)�н�����ơ�
��������AGC�У�������Slǰ��δ���Üy�كx�������o�����F(xi��n)Sl������AGC��������S2-S5�������˜y�كx����˿��Ԍ��F(xi��n)S2-S5����������AGC����s5����������ACC�f�������ԭ������ʾ��D����D3��ʾ��
ͨ�^�z�y55ǰ��Ⱥ��ٶ��Լ�s5���ٶȣ���(y��ng)��������ԭ��Ӌ��s5��ĺ�ȳ�ʼֵ�����cs5��y�z�y���H����M(j��n)�б��^���õ�������W����ݔ��֭��ʽ(4)�{(di��o)��(ji��)s4݁��V4���M(j��n)��������
ʽ�У�h5m��5�ܳ��ں�ȣ�V4D��4�ܳ����ٶȣ�V5D��5�ܳ����ٶȣ�H5��5���˿ں�ȡ�
ͬ�ӣ�S2-S4����������ACC���F(xi��n)�����cs5��ͬ�������S2-S5��݁���{(di��o)��(ji��)�a(ch��n)���ęC�������ӣ�Ӌ���{(di��o)��(ji��)(n+1)��݁�p�M(j��n)�Џ���������ƣ�
ʽ�У�ASref���{(di��o)��(ji��)��ǰ����݁�p�{(di��o)��(ji��)����K��܈�C���ȣ����鎧�����ϵ��(sh��)��t��C���ٶ��O(sh��)����
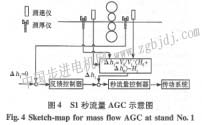
Siemensͨ�^�z�ySlǰ��Ⱥ��ٶȼ�Sl���ٶȣ�����������ʽ�A(y��)Ӌ��SI��ĺ��ƫ���h1��
ʽ�У�h1��h1,����Sl��ĺ�ȼ����ƫ�vo��V1�քe��Slǰ���ٶȣ�Ho����h����Slǰ��ȼ����ƫ�
Sl������AGC����D4��ʾ��
�������A(y��)Ӌ����A(y��)��֪��Sl���ڵĺ����Ҍ��C�ܵ�݁�ٻ�݁�p�{(di��o)��(ji��)�����A(y��)Ӌ��Y(ji��)���ɱO(ji��n)��ACC�M(j��n)������������ֵݔ��������������������ͨ���������Ʒ�ʽ�£��{(di��o)��(ji��)��ݔ�뵽Sl݁�p���ƣ�ͬ�r�{(di��o)��(ji��)Sl�˿�S݁�ٌ��˿ڏ��������M(j��n)���a����
��****���������Ʒ�ʽ�£�ϵ�y(t��ng)��S݁������O�����{(di��o)��(ji��)���D(zhu��n)�����˿�S݁�٣�ͬ�r�{(di��o)��(ji��)Sl݁�p���˿ڏ��������M(j��n)���a����
����������AGC���Ʋ��Կɿ�����****��������Siemens���еĿ��Ʒ�ʽ���ڴ˿��Ʒ�ʽ�£��Ɍ��F(xi��n)���ЙC�ܵĺ�ȿ�����ȫ�əC��݁���{(di��o)��(ji��)����Kͨ�^�{(di��o)��(ji��)Sl݁�ٺ��˿�S݁�ٌ��F(xi��n)��ȿ��ơ�Siemens�J(r��n)����ϰٷ�֮95���ϵĺ��ƫ���ͨ�^һ��
ACC̎����ɣ�������S2-S5�O(sh��)��������AGC���������J(r��n)��ͨ�^һ��ACC��������ɺ�Ⱦ���Ҫ��߀����S2-S5�O(sh��)�ú�ȿ��ƹ��ܲ��_(d��)������Ҫ���б�Ҫ��S2 -S5�O(sh��)�÷���������ACC���ܡ�
3���{(di��o)AGC���Ԍ��ȷ���
�����M(j��n)һ����߳�Ʒ��䓵ĺ�Ⱦ��ȣ������{(di��o)ACCδ���ʳ��ĺ��ƫ������B܈�CS4��s5�O(sh��)�����{(di��o)AGCϵ�y(t��ng)��s5���ڜy��x�z�y��Ʒ��䓺��ɾ��{(di��o)ACCϵ�y(t��ng)�M(j��n)��̎����
������s5��ȡ��ͬ���Ʋ���ֻ��ᘌ��������ƶ��ԣ���(d��ng)s5���ù�݁ACC���ԕr������s5����λ�ÿ��Ʒ�ʽ��S4 -S5�g��������(ATR)��ͨ�^s5݁�p���ƌ��F(xi��n)��s5����ë݁AGC���Ʋ��ԕr��s5�D(zhu��n)�����܈��������(CPR)���tS4 -S5�g��������ֻ��ͨ�^S4݁���M(j��n)���{(di��o)��(ji��)�����ں�ȿ��Ƅt����һ�£�ͨ�^s5��y��x�z�y���H��ȣ��\�÷�����������������S4݁�����������ں��ƫ�
Siemens����(j��)s5��(y��ng)�õ�܈݁��ʽ��ȡ��ͬ���ԡ�����(j��)���܈����Փ������ͬ܈�����ěr�£����܈�C��ǰ����׃��������܈�C��܈�ƣ������Ԍ����܈�ø��������Ï����O���Ʒ�ʽ��B��ʽ���ڷ�ʽB����ģʽ�£�����s5��ȡλ�ÿ��ƿ��ԑ�(y��ng)��ǰ����������������ACC��׃s5݁�٣��䌦��(y��ng)�ٶ��a��Ӌ��քe��
ʽ�У���V5��5�ܸ����ٶȣ���H4��s5ǰ����h5��s5����؞�S4��ȣ����s5��ȡ�
����s5݁��׃�����S4 -S5���Լ�s5���Տ������ӣ����ڳ��ڏ���ͨ�^��ȡ�����D(zhu��n)�ؿ��ƣ����F(xi��n)���ڏ����{(di��o)��(ji��)������S4 -S5�g�������ƣ���ȡ���O(sh��)�������c���H�����M(j��n)�б��^�������ֵ�c�]���H������ȣ���ͨ�^�Ǿ������^(q��)����(sh��)̎����ݔ��s5݁�p�M(j��n)�Џ����{(di��o)��(ji��)���@�N����˼�����s5݁�p��Ҫؓ(f��)؟(z��)��䓜p���Ͱ���ȱ��̎�����ܣ��鱣�C���Ϲ��܌��F(xi��n)�������^С�ď���ƫ��s5݁�p���{(di��o)��(ji��)��ֻ�г������^(q��)�������^����ƫ��Žo���{(di��o)��(ji��)��(zh��)�У��@�Ӿͱ��C��s5݁�p��Ҫ���ܵ��{(di��o)��(ji��)Ч����
��(d��ng)s5����ë݁܈�ƕr��Siemens�x��C��ʽ���@�N���Ʒ�ʽ��ǰ4�ܾ�����˳�Ʒ��䓺�ȵ�܈�ƣ�s5����ƽ���C���ܿ��ư��Σ��䉺���ʿ����ڰٷ�֮0 5~2������(n��i)�������@���˕r55���ú�܈�������Ʋ��߂�����s5����������ֻ����S4݁�p���������ں��ƫ�ͬ�rҲ�o��ͨ�^��׃s5݁�p��S4-S5�g�����M(j��n)���{(di��o)��(ji��)��ֻ�ܲ����{(di��o)��(ji��)S4݁��ȥ�����ˏ���ƫ���ʽ(IO)��ʽ(11)�ã�����ACCݔ���{(di��o)��(ji��)��ͨ�^S4��s5݁���a����
4��(y��ng)��������
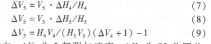
����^���������T�ӹ�˾�ڲ�ͬ�l����܈�CACC���ƾ��ȣ��F(xi��n)��ij��܈�S��C��ȫ�B�m(x��)��܈�C�����У��քe��܈�Ʒ�(w��n)�B(t��i)���Ӝp�ټ��^���p��r�£���Sl��s5���ں��ƫ���M(j��n)���ˌ��r��(sh��)��(j��)�ɼ������H܈�ƴ��{(di��o)ACC�;��{(di��o)ACC���ƽY(ji��)����������D5��ʾ
���^��֪��܈�C���****���Ϻ���ٷ�֮4. 68����Sl���ں�ȿ���Ч���ɿ�����Siemens��(j��ng)�^Sl��ȿ��ƺ���ں��ƫ��p�ٵ��ٷ�֮0. 78����(j��ng)�^s5��ȿ��ƺ���ں��ƫ��p�ٵ��ٷ�֮0. 42��������(j��ng)�^Sl��ȿ��ƺ���ں��ƫ��p�ٵ��ٷ�֮0.85����(j��ng)�^s5��ȿ��ƺ���ں��ƫ��p�ٵ��ٷ�֮0.37����(j��ng)�������ٷ�֮98�ĺ��ƫ����Sl���{(di��o)ACC����������(j��ng)�^s5���{(di��o)ACC����ȫ�M���Ʒ��䓾���Ҫ��ݔ��Ч�����@��������ȿ���Ч���cSiemens����һ�£�ֻ�ǏĴ��{(di��o)AGC��Sl���ں�ȿ���Ч����Siemens�Ժ�����������ͨ�^��(y��ng)��S2-S5����������AGC��s5���ڿ���Ч�������_(d��)������Ҫ��
5�Y(ji��)�Z
�����B܈��ȿ����У�������˾��Siemens��˾�����õĸ��Կ��Ʋ��ԣ����^�������ăx�����á����{(di��o)AGC˩�ơ����{(di��o)AGC���ƵIJ�ͬ���F(xi��n)��ʽ��������˾������S2-S5����伤��y�كx�����Ԍ��F(xi��n)S2-S5����������ACC����K�_(d��)��SI-S5���ЙC�ܶ����к�ȿ��ƹ��ܣ�����߿��ƾ����Ѓ�(y��u)�ݡ����⣬����Sl��ȡCM-ACC��ʽ������������AGC����Ӱ푣�ͬ�r�����ں��p��ȿ��ơ�Siemens��˾ͨ�^�������е�Sl****������ACC�����Ԍ��F(xi��n)���ЙC�ܶ�ͨ�^݁���{(di��o)��(ji��)��ȹ��ܣ����F(xi��n)ͨ�^�C��݁�p�{(di��o)��(ji��)�������������ڸ���܈�ƕr���֏����ĺ㶨������Slǰ����������������ACC�@3�N���Ʒ�ʽ�ĽY(ji��)�ϣ����CSl�������ٷ�֮98���ϵĺ��ƫ���K��߳�Ʒ��Ⱦ��ȡ��������]������Ђ�(c��)�ص����ܺ��_(d��)����Ʒ��Ⱦ���Ҫ���Ʋ��ԵIJ�ֻͬ���ڬF(xi��n)��Ӳ�����õĻ��A(ch��)�ό��F(xi��n)��(y��u)�����ƣ���(j��ng)�������^��(y��u)����ACC���Ʋ��Ԟ飬Sl��ȡǰ��������GM-A GC��������AGC��S2ǰ����������ACC; S4��s5����������ACC��
|