�߾����D(zhu��n)��ճ�Y(ji��)����
�_�\�� (�ؑc늙C�S)
1�D(zhu��n)���F�ĵ�ճ�Y(ji��)Ҫ��
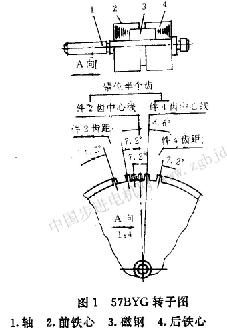
����(j��)�Ј�������ԇ�����a(ch��n)��57BYG��57BYG01�ɷN��͵ĸБ�ʽ���M늄әC���@�늙C���D(zhu��n)��(Ҋ�D1)���Ƀɂ��F�ġ���䓺��S�M�ɡ��F�ĵ����ξ���A���X݆һ�ӣ����Π�ߴ���ȶ��ڈA�ܾ�����50���X��늙C�Ϳ��@Щ�X���Б�ʽ���M���D(zhu��n)�ӣ������ʴ_��Խ�ߣ�늙C���|(zh��)����Խ�ߡ�����Ĝʴ_���cÿ�X�S�����ľ����D(zhu��n)���S���ľ������ϵ�Ťб���P(gu��n)��Ťб���`����С����ľ��Ⱦ�Խ�ߡ�
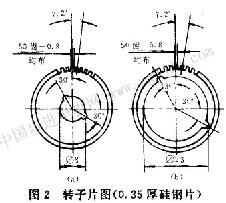
�F������O��35ram��Ĺ��Ƭ�_��������ȃ�(n��i)�����ăɷN�D(zhu��n)��Ƭ(Ҋ�D2)ճ�Y(ji��)���ɣ����˱��C늙C����ĸ�ճ�ȣ����D(zhu��n)���F�ĵ�ճ�Y(ji��)�ͱ��Ҫ��
a��ÿ�X�S�����ľ����F���S���ľ������ϵ�Ťб������0��02mm��
b�����X���X�ۺ��F�ă�(n��i)�ױ�횱����坍�o�z��
��������ܵ���Ҫ���ڽM�b�D(zhu��n)�ӕr�����ʹǰ�F�����ľ��c���F���X���ľ��eλ��3��6��(Ҋ�D1��A��)�������D(zhu��n)�ӵĽM�b���Dz��Å����z(GYһ340)ճ�Y(ji��)��
2ճ�Y(ji��)���ߵ��O(sh��)Ӌ
ճ�Y(ji��)���ߵ��O(sh��)Ӌ��һ��Ҫ��Q��ˢ�z�ķ���������Ҫ�O(sh��)Ӌ��ճ�Y(ji��)���ߵĽY(ji��)��(g��u)������Ҫ̎�������ϵ��x��
2��1���������z��ƽ�愡�z
�_ʼ�Dz���������z���@�N���z�����nj��D(zhu��n)��Ƭ�ù���ȫ���B���F�ĵĈA���X݆�ͺ��Ӿo�̉��������F���܇��������X����X��̎ȫ��ˢ�z��ʹ�zˮ���D(zhu��n)��Ƭ�g�p϶���룬�Ķ��������F��ճ����������Y(ji��)���ǣ�
a��ˢ�z���o�����ƣ��еĵط����z�����ˣ��F�ĵ��X���X��̓�(n��i)�Y(ji��)���z�����y��ȥ
�������½M�b�S�ʹ�䓷dz����y���������P��U���еĵط��t�����M�z�����ճ�Y(ji��)���Σ��l(f��)��Ó��(ji��)ÓƬ���@Щ�c�a(ch��n)Ʒ�O(sh��)ӋҪ����X���X��̓�(n��i)���坍�o�z��ì�ܵġ�
b�������I�N���c�X�۽��|�ģ�����ˢ�z��ʹ���N�c�F���X��ճ�Σ��y��Ó�_��
��(j��ng)�^̽����ԇ��������z�Ğ�ƽ��ˢ�z�����T�O(sh��)Ӌһ��ˢ�z���߁���Q��
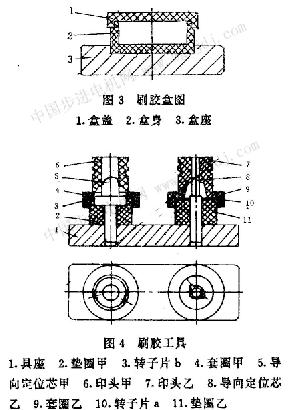
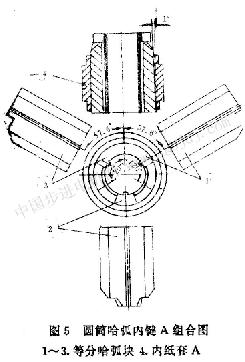
����D3�͈D4��ʾ����һ�׆�Ƭƽ��ˢ�z���ߡ��D3�еļ�1���D4�еļ�1��2��5��8��11�c������̶�����4��6��7��9�c���P(gu��n)�������ӣ��D(zhu��n)��Ƭab��ˢ�z����ͬ�����D(zhu��n)��Ƭa������
a���^(q��)�eƬ��ӛ̖R��С��������Ƭ����һ���F�Ĕ�(sh��)���քe�źá�
b���ڈD3�еļ�2������m���ą����z(GYһ340)��
c����D4��ʾ������7��9ȡ�£���Ƭa�����8�c��11�Nƽ������9���ϼ�11���oƬa��Ȼ��7(�c��1O�Ľ��|��)����ˢ�z����ճ�z�������ϼ�8�c��10���|�D(zhu��n)�ӣ�Ƭa�ͱ�ˢ��ǻ�ˡ�
�@�Nƽ��ˢ�z�����c�ǣ��ܿ����z����ˢ�zλ�ã��Ķ�ʹ�F�ĵ��X���X��̓�(n��i)�@���坍�o�z��Ƭ�cƬ֮�gճ�Y(ji��)�ο����o�M�b�D(zhu��n)�����w��(chu��ng)���˘O�������ėl����
2��2��ƽ�洷�N�����AͲ������(n��i)�I����
��һ���O(sh��)Ӌ��ճ�Y(ji��)�����Dz���ƽ����N�ĽY(ji��)��(g��u)�����Ì����N��һ���F�������Ƭ��һ�Ό��ã����N�^���M�Ѓ�ֻ�����ĵ������ģ�ʹ�D(zhu��n)��Ƭ�c�����Nƽ�����F���܇����X���X��ˢ�z������2�������I�N���Q��X�۲��������Ȼ�����ж��������ϵװ����ϵ����������������o�F��Ƭ���s4hȡ���F�ġ���(j��ng)ԇ���J�飺
a���F�ĵ��X�о������S�������ϵ�Ť����0��1��0��2mm���c�a(ch��n)Ʒ�O(sh��)ӋҪ����O��02mm�����ࡣ
b���I�N��ճ���X���ϣ���ʹ��ȡ�����t�����D(zhu��n)��Ƭ�Ʉ�Ó��(ji��)���U���ܶࡣ
e���F�ĵ��X���X��̓�(n��i)�����z���o��������
d��һ�����ճ��һ���D(zhu��n)�ӣ���Ч�͡�
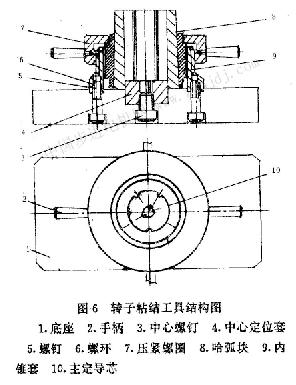
��팢���ߵĽY(ji��)��(g��u)�Ğ�AͲ�������I���D5�е�1��3������ͬ�A�ȷֵ�һ�����K��ÿ�K��(n��i)���϶���һ�l�c���洹ֱ�Č����I���I���Π�ߴ���c�F�IJ����Ǻϡ����ѹ������]���ü�4��(n��i)�F�����ϲ����o�r������һ�������Ĺ�����(n��i)릌���AͲ��
�D6��ճ�Y(ji��)���ߵĽY(ji��)��(g��u)�D��ճ�Y(ji��)�F�ĕr���Ȍ���7��8��9ж�£�Ȼ��8���������K
�����b�빤���У�ʹ�����K�Č����I�քe�����4��λ���I�ۣ�����9��(n��i)�F�����Ϲ����K������7���o��Ȧ���ϼ�6�ݭh(hu��n)�������ֱ����D(zhu��n)��ʹ��7�S���ݿ۵����D(zhu��n)�������p��ס��9�����ϼ�10������о���@�r�Ϳ��M���F��ճ�Y(ji��)��
2��2��1 ճ�Y(ji��)�F�ĵIJ��E
a�����b�M�����AͲ��(n��i)���D(zhu��n)��Ƭa��b����Ƚ�(j��ng)�D3�͈D4��ˢ�z����ˢ�z������һƬ��ˢ�z��
b����D7ճ�Y(ji��)��1���F�ģ��������AͲ��(n��i)�b���ķ���ϡ�|Ȧ����I�b�Mһ���F�ĵ��D(zhu��n)��Ƭ�k�����D8�еļ�2��о�b�ڈD6�е�������о��l�b�Mһ���F��Ƭ���D(zhu��n)��Ƭb�����������AͲ��(n��i)�b�MһƬ������ÈD8�еļ���3������ƽ���ס�
c����D7��ʾ������ճ�Y(ji��)��2����3����4�����F��(�䷽�����c��1����ͬ��ֻ��ȡ�õ���о�L�̲�ͬ�ͷ��M�D(zhu��n)��ƬA��B���Ⱥ��Єe)��
d������ֱ�(Ҋ�D6)������9��(n��i)�F���o���ٌ���Ͳ�þo����Ͳ��(n��i)�Ĺ�����Ȼ��ж�¼�7�Aб���ߣ����AͲ����ȡ�������D7�b���ݗU�|Ȧ�r�ף��Ͼo��ñ��
e�����M�b�õĈAͲ�����c�������ڼ�3֧��Ͳ����(Ҋ�D8)���b�ϼ�1ж�^�ף������^�p�����������ģ������KÓ�䣬ȡ��������
f���������M����֧�����ϣ���(w��n)��4h��ж�_���Ա��C�z��ճ�Ρ�
2��2��2�D(zhu��n)�ӵ����wճ�Y(ji��)
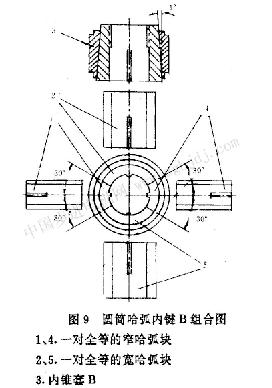
�D(zhu��n)�ӵ����wճ�Y(ji��)ͬ���ÈAͲ������(n��i)�I����Y(ji��)��(g��u)����D9��ʾ����1��2��ͬ�A�ăɌ��ǶȲ�ͬ�Ĺ����K����ͬ��һ������ͬ�A�Č��Qλ���ϣ���(n��i)�I���ڹ����K�����ľ��ϣ�һ����(n��i)�I���¶ˌ���ǰ�F�ģ�һ����(n��i)�I���϶ˌ�����F�ģ���M�bճ�Y(ji��)�IJ��E�飻
a����һ�����K��Ҫճ�Y(ji��)�ɷN���ϵ��D(zhu��n)�ӣ�����{(di��o)�����Ķ�λ���L�ȡ�
b�������һ��ˢ�z���cǰ�F��ճ�Y(ji��)������о�״��ϣ����빤�ߵ����Ķ�λ�ס������F�ă�(n��i)�_ˢ�z������о�Ҳ�����λ��Ȼ��ж���o��Ȧ��ȡ���AͲ���������_С��о����о���ҡ�
c�����b�ù����ĈAͲ�������b�빤���У����ω��o��Ȧ�����o�����SͿ�z�����S��λ��(w��n)��1��4h��
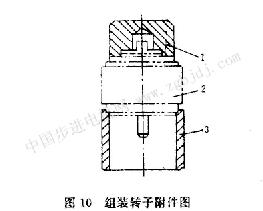
d��ж���o��Ȧ��ȡ���AͲ��������D10��ʾ�����ڼ�10֧��Ͳ���ϣ��b��ж�^�ң������^�p�����������ģ������KÓ�䣬ȡ���D(zhu��n)�ӡ�
2��2��3�AͲ������(n��i)�I��������c
a����(n��i)�I����ֱ�ڹ����K���桢�����棬�Ķ�λȦ���棬ƽ���ڹ�����(n��i)���S�ľ������I�c�X�۾o�ܻ��䣬���ʹ�M�bճ�Y(ji��)�õ��F���X���ľ������S���ľ�ƽ�С�
b����(n��i)�F���o�Ĺ����Kʼ�K�Ƿ�(w��n)����׃�ģ��@�ͱ��C�˽M�bճ�Y(ji��)�F�ĵ�һ���ԡ� c���D(zhu��n)��Ƭa��b�c���߾������@��Rӛ̖�ۺ͌������I�N���ܱ�����ճ�Y(ji��)�^������Ƭ������eλ���a(ch��n)���ďUƷ��
d��һ����ճ�Y(ji��)�ɂ����ϵ��F�ģ���Ч�ߡ���о�״��ϣ����빤�ߵ����Ķ�λ�ס������F�ă�(n��i)�_ˢ�z������о�Ҳ�����λ��Ȼ��ж���o��Ȧ��ȡ���AͲ���������_С��о����о���ҡ�
c�����b�ù����ĈAͲ�������b�빤���У����ω��o��Ȧ�����o�����SͿ�z�����S��λ��(w��n)��1��4h��
d��ж���o��Ȧ��ȡ���AͲ��������D10��ʾ�����ڼ�10֧��Ͳ���ϣ��b��ж�^�ң������^�p�����������ģ������KÓ�䣬ȡ���D(zhu��n)�ӡ�
2��2��3�AͲ������(n��i)�I��������c
a����(n��i)�I����ֱ�ڹ����K���桢�����棬���Ķ�λȦ���棬ƽ���ڹ�����(n��i)���S�ľ����I�c�X�۾o�ܻ��䣬���ʹ�M�bճ�Y(ji��)�õ��F���X���ľ������S���ľ�ƽ�С�
b����(n��i)�F���o�Ĺ����Kʼ�K�Ƿ�(w��n)����׃�ģ��@�ͱ��C�˽M�bճ�Y(ji��)�F�ĵ�һ���ԡ�
c���D(zhu��n)��Ƭa��b�c���߾������@��Rӛ̖�ۺ͌������I�N���ܱ�����ճ�Y(ji��)�^������Ƭ������eλ���a(ch��n)���ďUƷ��
d��һ����ճ�Y(ji��)�ɂ����ϵ��F�ģ���Ч�ߡ�
|