����ͬ��늄�(d��ng)�C(j��)��䓵�ճ�ӹ�ˇ
�����(���ϴ�W(xu��)�L(zh��ng)ɳl��410082)
l�� ��
����늙C(j��)�Єe��늴�ʽ늙C(j��)�����S�F����Y(ji��)���ϳ�Ŵ���늄�(l��)�š���ˣ��ŘO�ʹ�ܗ֮�g��Ҫ�B�ӣ����B�ӷ������ݼy�B�ӡ�肽Ӻ�ճ�ӡ��ں������N����������֮�Q���ژәC(j��)ԇ���в���ճ�ӡ��@����?y��n)��ݼy�B��Ҫ�ڴ�����@�ף��y���^�����ڟ��Y(ji��)����֮ǰ�M(j��n)���A(y��)����̎�����tʹģ�ߏ�(f��)�s����肽ӹ�Ȼ���ԣ�����늙C(j��)�\(y��n)��һ�Εr(sh��)�g����������Ʉ�(d��ng)���r�Ҽӹ�����Ҫ��ߣ��ŘO�c��ܗ������g϶�y�ԝM�㣬������ճ�ӣ���(du��)�ڴŘO�c��ܗ�ļӹ�����Ҫ�ߣ��ɱ��ͣ�������(ji��n)�㣻���㲿���b���в����z�Ϲ�ˇ���ɺ�(ji��n)��һЩ�㲿���ĽY(ji��)��(g��u)�������ɺ�(ji��n)������(g��)늙C(j��)�ĽY(ji��)��(g��u)������?y��n)��z��̎�đ�(y��ng)���ֲ�������B�Ӹ��������˿�ʹ늙C(j��)�����(d��ng)�͛_��ؓ(f��)���¿ɿ��Ĺ�����
2�z�N���x��
����(j��)늙C(j��)��(du��)ճ�Ӳ�λ�ļ��g(sh��)Ҫ��(du��)�x�õ��z�N�M(j��n)���˺Y�x���mȻ�h(hu��n)����ȩ��͵ĺϳɘ�֬�zճ�ӏ�(qi��ng)�ȸߣ���һ�����͝���ϻ�����������(d��o)���Բ�����L(zh��ng)��ʹ�Õ�(hu��)��u�ϻ�����(d��o)��늙C(j��)���\(y��n)���^(gu��)���дŘOÓ�x��ܗ���ڎN�o(w��)�C(j��)�z�У��J(r��n)��wJz�����}�o(w��)�C(j��)�z�܉�M��Ҫ��
ԓ�z������(y��ng)��������늙C(j��)�дŘO�c��ܗ��ճ�ӣ���횽�Q���̻��ٶȺ͌�(d��o)��������
2��1����z�ӳ��̻��ٶ�
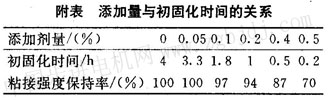
��ճ�ӌ�(du��)��������Ƭ��Ĵ����c�A���D(zhu��n)�ӣ�Ҫ��һƬƬ�Ĵ����؏���ճ�N�ڈA�����ϣ��y���^���ˌ��ÊA���⣬��������z�ij��̻����ܣ����ӿ����z�ٶȣ�ʹ�����ڶ̕r(sh��)�g��(n��i)�������N���ڴ�ܗ���档����ԓ�z����ˮ���ԣ�ͨ�^(gu��)�ڻ����м������ӄ����ڲ����ͻ��ߌ�(du��)ճ������Ӱ��^С��ǰ���£��ӿ����z�ٶȡ��@�N���ӄ������������}��������������}��������������}���������z�ٶ��m�죬��Ӱ�ճ�ӏ�(qi��ng)���^�����@��������һ�������(du��)ճ�ӏ�(qi��ng)��Ӱ푵ķ��Ȳ�����ˣ��x������������}�������ӄ����������������c���̻��r(sh��)�g���P(gu��n)ϵ���������˿�����0��2����O��4��֮�g���ȿs���˳��̻��r(sh��)��(w��n)���ֱ���������ճ�ӏ�(qi��ng)�ȡ�
2��2��(d��o)�������ĸ���
wJZl01���z�Ӳ��߂䌧(d��o)��������������M(j��n)���Բ��ϡ��^�麆(ji��n)�㡢���r(ji��)��ԭ�����F�ۡ���(du��)����ߌ�(d��o)����������(d��ng)Ȼ���F���������ã�����ʹճ�ӏ�(qi��ng)�Ȳ��½�̫�࣬�ֱ�횿�������������M�ܼ���һ�����F�ۣ��ɸ��ƌ�(d��o)�����������F�����z���ﲢ���B�m(x��)�ֲ�����������ˌ�(d��o)�������M(j��n)һ����ߣ����е��k���DZM���s�p�z�ӵĺ�ȣ�����ߴ������ڴŘO�c��ܗ֮�g�Ĵ�Խ���������ʹ��ܓpʧ������ԓ�z��(du��)�S�F����ϸ�������(qi��ng)���@�͞齵���z�Ӻ�Ȅ�(chu��ng)���˗l������(j��ng)ԇ�(y��n)�����z�Ӻ�Ƚ��͵�O��3mm���£���������ճ�ӏ�(qi��ng)�ȡ�3ճ�����ܼ�ģ�M����ˇԇ�(y��n)
3��1ճ�ӏ�(qi��ng)���Ɖ�ԇ�(y��n)
ճ�ӽ��^���S����ϣ��S���S�F����Y(ji��)�K���מ��ܗ���ϡ���10̼䓣�����g϶��0��2��0��3mm��
ճ�ӏ�(qi��ng)�Ȝy(c��)ԇ�Y(ji��)���飺
������3��9��4��9MPa
Ť�D(zhu��n)��2��9��3��9MPa
���߾����S�F����ѡ�ԇ�(y��n)�Y(ji��)��������ճ�ӏ�(qi��ng)�ȴ��ڴŘO���ϵ��Ɖď�(qi��ng)�ȣ�ֻҪ늙C(j��)���\(y��n)�D(zhu��n)�^(gu��)���У��ŘO���Ɖģ����z����ȫ�܉���ܾ��ٶȵě_����
3��2���_��ԇ�(y��n)
3��2��1 ԇ�(y��n)�l��
��ճ�Ӽ����ں�����(n��i)���ӟ�ضȞ�250�棬Ȼ��ȡ��Ѹ�������Ҝء���ճ�Ӽ���������C(j��)��(n��i)����s��-60�棬Ȼ��ȡ���؏�(f��)���Ҝء�
3��2��2ԇ�(y��n)�Y(ji��)��
250�淴��(f��)�_��10�Σ��z�ӟo(w��)�Ѽy��ճ�ӏ�(qi��ng)�ȱ����ʴ���90����-60�淴��(f��)�_��10�Σ��z�ӟo(w��)�Ѽy��ճ�ӏ�(qi��ng)�ȱ����ʴ���95����
3��3ģ�M��ĥ���ӹ�ԇ�(y��n)
����(j��ng)�^(gu��)ճ�ӵ��D(zhu��n)����ĥ����ĥ���ӹ���
3��3��1ԇ�(y��n)�l��
ɰ݆�D(zhu��n)�٣�70r��rain
�M(j��n)������0��5��10-2mm
3.3.2ԇ�(y��n)�Y(ji��)��
��(j��ng)�^(gu��)15hĥ������sҺ�ě_ˢ���ŘO����ĥ������_(d��)2��3mm���z����Ȼ�ι̡�
3��4�\(y��n)�D(zhu��n)ԇ�(y��n)
�D(zhu��n)���b�C(j��)��(j��ng)�^(gu��)1��2���~���D(zhu��n)��(��1 800r��min)����ԇ�(y��n)��ÿ�Εr(sh��)�g��10min���ϣ�늙C(j��)�o(w��)����(d��ng)�����������F(xi��n)����D(zhu��n)���^��������o(w��)�Ʉ�(d��ng)Ó�z�F(xi��n)��
4�әC(j��)ճ��
4��1ճ�ӽ��^��ʽ
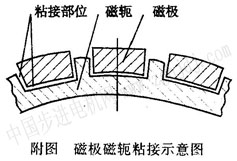
����ܗ�O(sh��)Ӌ(j��)���Ƕ�Y(ji��)��(g��u)�����؏����߅�ӹ���6mm��߅��(Ҋ���D)��ʹ�ŘO�߉K�c�D(zhu��n)�ӈA�ܘ�(g��u)�ɰ�۽ӣ�����������Џ�(qi��ng)�Ⱥ��͛_�����ܣ��Կ˷��\(y��n)�D(zhu��n)�r(sh��)�x���������á�
4��2ճ�ӹ�ˇ
�ŘO�c��ܗ���P�������ù��I(y��)��ͪ��ϴ�Ƀ�����(zh��n)��̶��A�ߣ������M(j��n)���{(di��o)�z��ճ�ӡ���(d��ng)�ŘO�c��ܗͿ�z�B�Ϻ�횶�λ�Ӊ����Ҝط���һҹ�����A�����ع̻���ԓ������ڸ������(n��i)�M(j��n)�С�
��ˇ�^(gu��)�̞飺
60���1��1��5h��80���j��1��5h��100���1h��120���O��5h��150���2h
5�Y(ji��)�Z(y��)
ͨ�^(gu��)�z�����ܜy(c��)ԇ���әC(j��)ճ�Ӳ�λ�����(xi��ng)���ܾ����_(d��)�����^(gu��)�O(sh��)Ӌ(j��)Ҫ��
(1)ԓ늙C(j��)���M(j��n)��1��2�����~���D(zhu��n)��(��1 800r��min)�ij���ԇ�(y��n)���ŘOδ���䡣
(2)�ߡ��͜�ԇ�(y��n)��ԭ�O(sh��)Ӌ(j��)Ҫ��-40��+80�棬ԇ�(y��n)�Y(ji��)����-60��+250�档
(3)��䓴�ͨ�ܶȣ���(j��ng)�y(c��)ԇ��0��85T���ϡ�
��(sh��)�`�C������(du��)������ͬ��늄�(d��ng)�C(j��)������wJZ�����}�z����ŘO�ʹ�ܗ���B�Ӳ��ϣ�����ճ�ӹ�ˇ��һ�N��(j��ng)��(j��)����(ji��n)����ֿɿ��ķ����������^�ߵ��|(zh��)�����C�ͽ�(j��ng)��(j��)Ч�档
�����īI(xi��n)
1 ꐾ��壮����늙C(j��)�������C(j��)е���I(y��)�����磬1983(4)
2���սܣ�늙C(j��)���칤ˇ�W(xu��)�������C(j��)е���I(y��)�����磬1995(5) |