��߅��ˇ�ڌ����_���������еđ�(y��ng)��
���ذ������σx���x�����S��늙C�S��
1����
�Pʽ늙Cǰ���w���ٌ����_��������(j��)�乤�����|(zh��)�����ߴ羫�ȡ���λ����������^�ߵ�Ҫ���ڌ��������У���(d��ng)����������ȴ��ijһ��(sh��)ֵ�������ֲ��ٮa(ch��n)�����@���������ӣ�ë�����⾉�ߴ��ڳ���ǰ�ֲ�׃��ͨ��ԓ�����ij��β��õȸ߶��׃�����ӷ���ֲ�Û�κ�ͨ�^�����_������Ŀ�ġ�����������Π��(f��)�s�������y�ȴ��y���C�ߴ羫����λ������÷�߅��ˇ����ԓ��������Q���ó�Ҏ(gu��)�������κ����a(ch��n)�����|(zh��)�����}�����`�C�������պ�ԓ�����ڛ_��������ë��׃�΅^(q��)�đ�(y��ng)����B(t��i)��׃�����c���`���\�ø��N���η����������_�Ƽ����|(zh��)���ϵ��Ա��C���������،�ԓ�������ε�;����
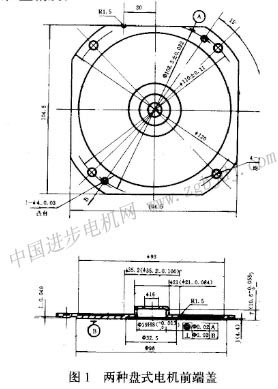
�D1��100zyt��100zyx�ɷN�Pʽ늙Cǰ���w����ͬ���c�ǎ��Π����ơ���늙C�b��Ҫ������ijߴ羫�Ⱥ���λ������ͬ����ͬ�������γߴ磬���Ñ�Ҫ��100zyxǰ���w�Ц�2lmm�ͦ�35.2mm���_��4.4mm����ʹ�Õr���b��ϳߴ磻100zytǰ���w�Ц�2lmm�ͦ�35.2mm�_��1mm�o����P(gu��n)ϵ���������γߴ�һ�¡�������P(gu��n)�I�ߴ��Ǧ�19����108mm���@�ɂ���λ��ͬ�S�ȣ���19mm��b��Ĵ�ֱ�ȡ����b��r����19mm���c�D(zhu��n)���ϵ��S���⏽���ǿ���108mm�A����2-��4�_��λ���Ա��C�c늙C�C���b����λ�þ��ȡ�
1��δע����ߴ簴it14
2�������̎��(n��i)��A�Ǟ�r0.5mm
3�����ϣ���䓰�(1.5-b- gb 708 -(0.8-��f-sgb710-65)
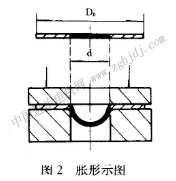
��(d��ng)���������������ֱ��d/d0��1.4�r�錒�������@�ɂ����������ֱ��d/d0=125/21��6��ë���������t/d0��100=1.2����[1]��֪���ò�08f�r���o�����g�˻�������ɵ����칤��Δ�(sh��)��3��4�Ρ���(j��ng)Ӌ�㣬����õȸ߶��׃�����ӷ������ӴΔ�(sh��)���_5��֮�࣬߀�������˻����@�Ӳ������칤���࣬ģ�ߔ�(sh��)���࣬�M���^�ߣ����Ҵ˷�ֻ�m����ë��������ȴ����r�����Û_����ˇ��(y��ng)�����ٵĹ�������ٵ�ģ�ߛ_�Ƴ���(f��)�s������O(sh��)Ӌ��ģ�ߑ�(y��ng)���C�Ƽ����ψD��Ҫ������Ȳ���Û�ι�ˇ���Ρ�
��[1]��֪��������һ�γ��ι����еĘO�������ʣ���(y��ng)�M�㲻��ʽ
ʽ��l(w��i)1�������κ��ؽ���IJ����L�ȣ�l2-����ǰ����ԭ�L���ġ�������������
�� �D 1 �� �� ֪ �l��33(ll)mm��21(/)mm���ٷ�֮32(��)����ʽ(1)���M��l����
��[2]֪��ƽ����_�^Û�Εr�����_������ȣ�ܛ䓣���
��(j��)�Dl��֪�l��d= 2lmm�r�������_����****���h - 4.2mm��
����(j��)(l)�� (2)ʽ��֪���������һ�γ��ε��D��Ҫ�������ӹ��������Λ_�^�M��Û�Ρ����Σ������������Ρ�ͨ�^���`�������a(ch��n)�г��F(xi��n)�|(zh��)������(w��n)�����UƷ���_�ٷ�֮�����ҡ���Ğ鷭߅��ˇ���Σ�ȡ���˺ܺ���Ч�����UƷ�ʽ����ٷ�֮һ������քe���������Û�Ρ���߅�����еĹ�ˇ��������B(t��i)�M�з������^��
2 100zytǰ���w��ˇ����
2.1�������^
2.1.1Û�ι�ˇ
��(y��u)�c����һ�����p�ټӹ����ڡ��P(gu��n)�I�ߴ��19����܇�ӹ����ܱ��C�ߴ羫�Ⱥ���λ������m(x��)������Ԧ�19��λ�����ڶ�λ����(zh��n)���غϣ����ܱ��C�ߴ羫�Ⱥ���λ���
ȱ�c����һ��������κ���治ƽ����(2)��֪����(d��ng)Û�Λ_�^ֱ����d���D2���r��Û�Εrë��������׃�ξ�����һ���̶��ģ�ֱ����N׃�΅^(q��)����֮��(n��i)������̎���p�������đ�(y��ng)����B(t��i)������Û�Εr��׃�΅^(q��)��׃�ε�Ӳ��Ч��(y��ng)������ϙCе���ܵ�׃���������O�ަ�s�͏��ȘO�ަ�b�S׃�γ̶ȵļӴ�����ӡ������ʦĺ͔����տs�ʦ��͡����ϵ�׃�γ̶�ȡ�Q������ߴ磬���cÛ�Λ_�^�Ďγߴ硢����ֲڶȡ�ģ�߹�����B(t��i)�Н�������߅���Ĵ�С���������P(gu��n) |