܇��ֱ���L(f��ng)��늄әC(j��)�ĸ��M(j��n)�O(sh��)Ӌ
�_���� ������������S��
1����
���������������ֱ��늄әC(j��)�õ���Ѹ�ٵİl(f��)չ�����V����(y��ng)���ڸ��N��������ϡ��磺��L(f��ng)�ȡ���䛙C(j��)��늴��L(f��ng)�����m����늄���횵���늄Ӱ�Ħ����늄�����Լ����C(j��)�ȣ���Ʒ�NҎ(gu��)�ࡣ��(j��)�ձ�1982��y(t��ng)Ӌ��������ֱ��늄әC(j��)Ҫռ��ֱͨ����늄әC(j��)����oˢ늙C(j��)���o�F��늙C(j��)�����M(j��n)늙C(j��)���ŷ�늙C(j��)�����a(ch��n)���İٷ�֮��ʮ���ϡ�ԓ�늙C(j��)��(y��ng)�÷����dz��V������Ҫ��������O(sh��)�䡢ҕ�l�O(sh��)�䡢��ͥ늚⻯�O(sh��)�䡢����O(sh��)�䡢�k���O(sh��)�䡢�t(y��)���O(sh��)�䡢�Ԅ���؛�C(j��)����܇늚��O(sh��)��ȡ�
������ֱ��늄әC(j��)����****���F��ţ��Y(ji��)��(g��u)���Ρ��w�eС�����p�����͡����ܵ͡��������ܺá��\�пɿ����ɱ��͡�
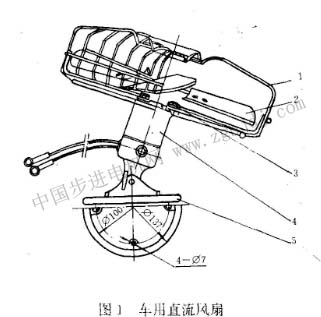
�ڸ��M(j��n)�O(sh��)Ӌ�нY(ji��)�ϱ��Sԭ�����a(ch��n)��܇��ֱ���L(f��ng)�ȵĽY(ji��)��(g��u)���c������ǰ������w���ŘO���S�С��L(f��ng)�~���ˢ�����˸��M(j��n)�O(sh��)Ӌ���D(zhu��n)�ӛ_Ƭ���ñ��S����ͬa(ch��n)Ʒ���D(zhu��n)�ӛ_Ƭ�⣬�����㲿������ԭ����׃���Ԝp�ٹ�ˇ�b��Ͷ�Y���s��ԇ�����ڡ����������12v��24v2�NҎ(gu��)��10�_�әC(j��)��С����ԇ�a(ch��n)100�_������(j��ng)�И�(bi��o)��(zh��n)Ӌ����늙C(j��)�z�y���Ĝyԇ�ϸ��_(d��)���O(sh��)ӋҪ���χ���zbk65001- 87��܇����ֱ����L(f��ng)�ȡ���zbk65002-87��܇����ֱ����L(f��ng)�ȵİ�ȫҪ���g(sh��)��(bi��o)��(zh��n)��܇��ֱ���L(f��ng)���������^����D1��ʾ��ԓ�L(f��ng)��ݔ�빦��ԭ��37��40w���F(xi��n)���͞�22��26w����ԭ�������˰ٷ�֮��ʮ���ϣ������Ҳ���^���@�½�����(bi��o)��(zh��n)Ҏ(gu��)����6 0�棬�����y��2 8.2��(12v)��31.7c(24v)����(j��ng)���M(j��n)�O(sh��)Ӌ���ֱ���L(f��ng)�ȣ��oՓ��Ч�ʡ���(ji��)�ܺͿɿ��Է���ļ��g(sh��)��(j��ng)��(j��)ָ��(bi��o)���_(d��)���^���M(j��n)��ˮƽ��
1���W(w��ng)��2���L(f��ng)�~3����ĸ���|Ȧ�����ɉ|Ȧ��4��늙C(j��)5�����ɉ|Ȧ
2���M(j��n)�O(sh��)Ӌ��ֱ���L(f��ng)�ȵ����c
���M(j��n)�O(sh��)Ӌ��ֱ���L(f��ng)�ȱM��������ԭ�е��㲿���������Ǜ_�������M����Ͷ�빤�bģ���M�ã��Խ��ͳɱ���
2.1늙C(j��)���Ӳ����J�F���w
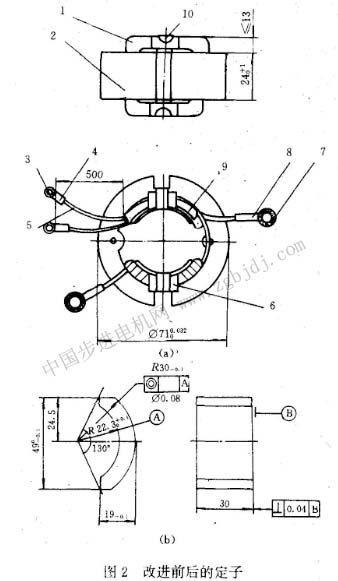
ԭfzd2-30��܇��ֱ���L(f��ng)���ô���늙C(j��)�����F��ϵ���ù��Ƭ�B����Ҋ�D2a�����F(xi��n)�Ğ�****���F��ţ����F�����J�F���w(Ҋ�D2b)��
1�������@�M2�������F��3���Ӿ�Ƭ4����5��������6���^����7������8��9���� 10������
2.2�㲿�����x��
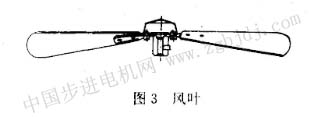
�L���S�и��ú����S�С��L(f��ng)�~���~Ƭԭ��1. 2mm���X�壬�F(xi��n)�Ğ�0.6mm䓰壨Ҋ�D3����
ǰ���w���T�X�Ğ�䓰����١��ˢ����ԭ���~��܇���ɸĞ��~��_�ƶ��ɡ���(j��ng)�����M(j��n)��a(ch��n)Ʒ�ijɱ����㣬ÿ�_�ɹ�(ji��)�s20Ԫ���ҡ�
2.3늴�Ӌ��ͽY(ji��)��(g��u)�O(sh��)ӋҪ�c
���˹�(ji��)�sģ���M�ã��Ľ���ԭ늘Л_Ƭ�ĽǶ����֣��Ȍ�fzd2 - 30�͵�늘Л_Ƭ����38. 5mm���M(j��n)��Ӌ�㣬����ָ��(bi��o)�����пɣ�Ψ���M���^�ߣ����_(d��)�ٷ�֮��ʮһ���������P(gu��n)�Y�ϲ�æ�0. 30��0. 40mm����A�~���M�ʑ�(y��ng)��ٷ�֮��ʮ���ٷ�֮��ʮ������(j��ng)��ԭfzd-30�ͣ��u�^ʽ�L(f��ng)�ȣ���늘Л_Ƭ(��45mm)��Ӌ�㣬�M�ܸ��F���X���ܺ�ܗ���ܶ�ƫ�ͣ��������@����ˇ�Ͽ��]��ֻ���x��ѩ45mm��늘Л_Ƭ����M�ʷ���Ҫ��
������Ҫ��Ϳ��ܣ��_���˸������ĽY(ji��)��(g��u)��ʽ���ߴ硢���ϵȣ����M(j��n)�б�Ҫ�ęC(j��)е��(qi��ng)��Ӌ�㡣��ǰ���w�c�C(j��)���O(sh��)Ӌ��һ�w�������º��Qǰ���w����������������ͨ늙C(j��)�Ķ��w���C(j��)�������⣮߀�Ќ�(d��o)�����ã���ˌ�ǰ���w��Ҫ���]�C(j��)е��(qi��ng)�ȣ���Ҫ���]��(d��o)�����ܺͼӹ���ˇ�ԣ���(j��ng)Ӌ��Ͷ��ę�(qu��n)�⣬ǰ���w�ں��˲���3mm䓰���������^�����룬�@�ӿ��Թ�(ji��)ʡ���ßo�p䓹ܵ�܇�����r�Ͳ��ϳɱ���
2.4ԇ�ƺ��{(di��o)��
���˼���ԇ���M(j��n)�ȣ�ǰ2�_�әC(j��)(12v��24v��1�_)��ǰ���w�͙C(j��)������ģ�߶��Dz���܇�������]��Ӌ���c���H���ܕ����`������әC(j��)���ں�����imm(��4mm)����(j��ng)�yԇ��϶��ͨ��0. 435��l0 -3wb��늘��@�MÿԪ��30��(24v)��ؓ(f��)�d�D(zhu��n)��1870r/min����(d��ng)�ں�܇��3mm�r���y�Ú�϶��ͨ0.3875��10 -3wb��늘��@�MÿԪ����34��(24v)����ؓ(f��)�d�D(zhu��n)���_(d��)��1900r/min����(d��ng)�ں��2mm�r���y�Ú�϶��ͨ��0. 36��10 -3wb����(j��ng)늴ź�������ؓ(f��)�ɡ��������Q������ӣ������{(di��o)��ǰ���w�ں� |