늄әC䓰�C�������¹�ˇ
������(����늙C�S)
1 �� ��
늙C�C����������늙C���a(ch��n)�к�ϼҪ��һ�h(hu��n)��늙C�C���IJ���һ�����T�F���T�X�Ͻ����(䓹�)��䓰�ȡ�����(n��i)��С����늙C�ձ�����T�F���T�X�Ͻ����(䓹�)�C���������ӹ����ӹ�����࣬���a(ch��n)�����L�������߹����h(hu��n)���l(w��i)���l����ڄӏ��ȴ���Դ���M�������M��
���H�ϣ��l(f��)�_������¡������յȇ����ڱ����o���ھ��Ѵ�������䓰�C�����@�N���͵ęC���ӹ���ˇ�ǘO�������ӹ���ˇ������(n��i)һЩ늙C�S����70������_ʼ�о�䓰�C�����죬����80��������γ�һ�������������������õĞ�������ϡ�������u����(��w����)������o���ͣ�늺�(�ֹ��������̼���o��)�������⡪܇�ӹ������ˉK���ι�ˇ����(ָ�o���_�C��)�������O(sh��)����Ͷ࣬Ӱ��|(zh��)�����˹����ر������|(zh��)�����C���y��
䓰�C������ĿǰһЩ�l(f��)�_�������ձ�������M�Č��üӹ��O(sh��)���M�мӹ����Cе�����Ԅӻ��̶Ⱥܸߣ��|(zh��)���á����M���ҵ�늙C�Ј��������F(xi��n)��С����늙C���ձ��䓰�C��늙C��1989�����(n��i)���_ʼԇ�Ƴ�䓰�C���Č��üӹ��O(sh��)�䡪��䓰�C����A�C��늙C䓰�C�����C�ȆΙC����������σr���F������(n��i)늙C�Ј�ƣܛ�����˽���늙C����ɱ������䓰�C�����|(zh��)�������҇���С����늄әC����l(f��)�_���ҵ�늙C�Ј�����ռ�I(l��ng)ס�@���Ј�������M��늙C䓰�C�������¹�ˇ�о���
2���f��ˇ�����ı��^
���^�f��ˇ������ָ䓰�C�����쌣�üӹ��O(sh��)�䆖��ǰ�ĔD���ƹ�ˇ������
��������(�L����)�����_���_�ס�������u����(��w����)��������o���͡���늺��������⡪��܇���L�������Σ��҈A�ȴC����(n��i)�A)��һ��Ҫ���Ńɶ�ֹ�ڼӹ���������ʩ�≺�b���ӹ�ˇ����һ�����y��
���^�¹�ˇ������ָ��(y��ng)��䓰�C�����쌣�üӹ��O(sh��)��ĉ����ƹ�ˇ������
��������(�C��չ�ό���)�����_���_�L�ȡ�һ�_���_�ס�����A�C��A�������ú��C�廡���ӡ���܇���L��
�����σɷN�������Կ�����ǰ����˵��������߄t����������ʹ����һ�����ι���Ҳ߀�^ǰ����һ������Ҋ��ǰ�ߙC���ă�(n��i)�A�ߴ羫�ȡ���(n��i)�A�A�ȡ����ӱ����|(zh��)�����˵�Ӱ����ر������ں��ߡ�
3 ��ˇ�^�̼����κ�ęz�y
3.1Ӌ�㹫ʽ
�C��չ�_�L�ȵ�Ӌ�㹫ʽ��
l=k��(d+��)
ʽ��l(w��i)-�C��չ�_�L��
d-�C����(n��i)��,mm
��-���Ϻ�ȣ�mm
k-����ϵ��(sh��)
����ˇ����������U��������������ϵ��(sh��)kֵ��0.999��o.9999��
3.2��ˇ�^��
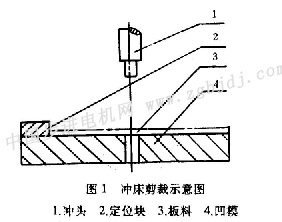
3.2.1�C��չ�_���Π�����
���ڼ������ϲ��ױ��C�ߴ羫�ȣ��ʼ��������ȳߴ�����(�C��չ�_���Π��)����ͨ�_�����L�ȳߴ����(�C��չ�_���Π��L��)����D1��ʾ�������_�Y(ji��)�����ϡ�
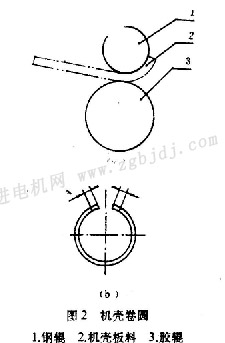
3.2.2�C����A
���͵ă�݁��A�C����һ�γ��Σ���A��ӿp����ֱ����a�s��3��5���İ��
���ڽӿpֱ̎���εĴ��ڣ�ʹ�ú��Ӻ��̎�ʬF(xi��n)�ͼ�ǣ���D2��ʾ���D2b�о�A��C���_��С��1omm��
3.2.3�C������
�C�����Ӳ��Ì��p�廡���ӣ��C�����b�����S�ϣ��Ãɰ��߹��b�A�o�����C���ӌ��p���R��ƽ���������O(sh��)�����пɾ��̿��������������÷�(w��n)���b�õ�늙C䓰�C�����C�����ӱ���ƽ�����⻬����D3��ʾ������C�����p̎�ʬF(xi��n)�Ήm�ǣ�Ҋ�D3b��
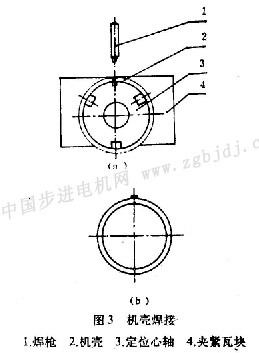
3.2.4�C������
䓰�C����(j��ng)�^��A�����Ӻ���A��ˮƽһ��С�ڻ����0.50mm���� |



