늙Cƽ��u�폗�ɵ�����
�־�����F��A��������S��
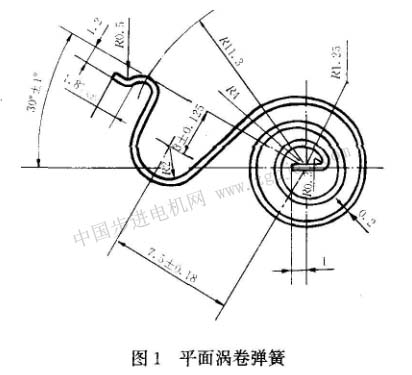
1 ƽ��u�폗�ɵ����칤ˇ
늙C�õ��ˢ�����У�ƽ��u�폗�����^���õ�һ�N������������һ��ƽ���(n��i)�ď�����D1��ʾ��
늙C��ƽ��u�폗����ֱ��늙C���P�I������������һ������ǣ��OӋ�a(ch��n)Ʒ�D�������a(ch��n)Ʒ�ĈD�����ƹ�ˇҎ(gu��)�̣�����ˇҎ(gu��)���OӋ�����쏗���ù�ˇ�b�䣬����Ͷ�ϡ�ԇ���a(ch��n)���ɹ�����Ͷ���������a(ch��n)��
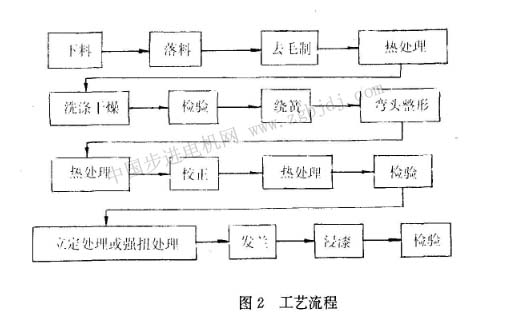
ƽ��u�폗������Ĺ�ˇ������D2��ʾ��
���ڰl(f��)�m�c���ጦ������Ӱ푣��l(f��)�m���������ͣ���������������ߡ���Ҫ������̎���ģ��e�Ǐ�Ť̎���ď��ɣ���̎���^���У���һ���ď�������׃�Σ����S��İl(f��)�m�����ᡢ�濾������^���У����l(f��)������׃�Σ��Мp�p������̎���c��Ť̎�������á��ʴˣ����@�ƽ��u�폗�ɣ��ڹ�ˇ���̵İ����ϣ����������
2���ϼ��A̎��
늙Cƽ��u�폗�S�Î��ģ�����Ͻ^�����(sh��)����̼�ؾVt9a�����ٔ�(sh��)Ҫ��ߵģ����úϽ�䓡��F(xi��n)��̼��䓞��������ñ���❍�����ȵȼ��ߵ�䓎������Ҫ�����һ�£��ɵď����c���ȵ����������ȣ����ԏ���䓎����摪�]���P�g�����������۵�ȱ�ݡ������ȑ�������ƣ�������Ƭ����ͬ��ȷֽM��
���Ͽ��Բ��ü��л�_�У����_�бȼ��кá����_���ܱ��C����䓎��Č��Ⱦ��ȣ�ë�ϟoŤ�D(zhu��n)�F(xi��n)��
�A�ȟ�̎��䓎��˻��@�������H��Ҫ�M�С����磬���@���^���аl(f��)�F(xi��n)�����^���@�����y���t���M���˻�̎����
�����a(ch��n)�У�߀��һ�N�F(xi��n)�����@�Ə��ɵ��^���г��F(xi��n)���@�İ��ۡ�ƽ��u�폗�����@��ǰ���˻��B(t��i)��ܛ�ϡ�һ����������֮��ֱ���@�ɡ��������a(ch��n)�Еr���l(f��)�����@�ɕr䓎����ʈA���İ������ݾ��Σ������F(xi��n)���@�İ��y���۾�������С�Ѽy����(j��ng)�������J��䓎����ٽY(ji��)���˻𣬶���Щ䓏S��䓎������ٽY(ji��)���˻���ȫ��������ȫ�]���ٽY(ji��)�����Ľ����@�R������Ҋ���в������L���w�S�M��������w��Ƭ��M�������ˏ��a�@һȱ�ݣ��������˻𡣌���t9a��̼䓣�����ȫ�˻��_����Ŀ�ġ����]����̎����ˇ�飬�ӟ���760��lo�棬����1.5-2h���S�t����680��700�棬����1.5��2h�����䡣�M���@һ��̎����ˇ�������M�����������w���@�N�M�������õ����ԡ����@���^���в��ٳ��F(xi��n)���y���۾���
3���@����
�@�����ڌ��õ��@�ɊA�����M�еġ��@�ɵij������x����m���@�����S������(j��)䓎��ĺ���M��ԇ�@���Դ_���Ƿ�Ҫ�M�П�̎���ȡ�
���@�ɵ��^���У��Ѓɂ�����Ҫ�J���x��һ�����@�����S��һ�����r�|��
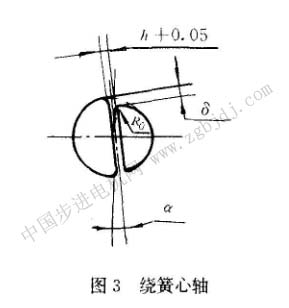
3.1�@�����S
�@�����S��D3��ʾ���ô��@�����S���@�Ƴ��ď��ɺϸ��ʱ��^�ߡ�
3.2�@���r�|
�������@�ɕr����һ�����g�࣬���@�ɕr��Ƭ���g�|�ϼ��|��ԓ�|�Q�@���r�|���@���r�|�м��|�����z�|�ɷN��
3.3�@�ƹ�ˇ
a������Ƭ�Ķ��^����һ�����Ƶ��@�����S��ȱ��̎���M���@�ơ�
b����Ƭ�@�����S�܇���1/4��1/2̎���ڻ�Ƭ�c���S֮�g�|��һ�l�cȦ����ͬ�ĺ|��������������D3��ʾ��
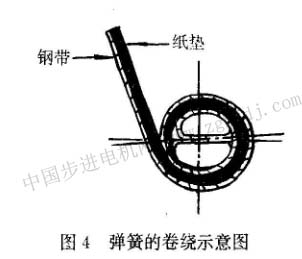
c�������|�A�ڻ�Ȧ֮�g������Ƭһ���M�бP�@��Ҋ�D4���@������|ȡ����ԓ���|���^�m(x��)ʹ�á�
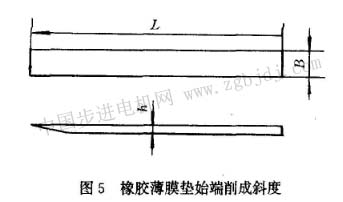
�������z��Ĥ���r�|������ԭ���ļ��|�@�Ɯu�폗�ɡ����`�C�������z�|�ȼ��|�ã����㡢���á�
���z�|�ͼ��|һ�ӣ���ʼ��Ҫ����һ����б�ȣ���D5��ʾ��
4���^�c����
�@�ƺõď��ɣ����D��Ҫ���M�Џ��^�����^���ڌ��õď��^�A�����M�У���D6��ʾ��
|