б��ʽ�����F�ĵĉ��bģ�ߵ��O(sh��)Ӌ(j��)
�� �� (���늙C(j��)�S 110041)
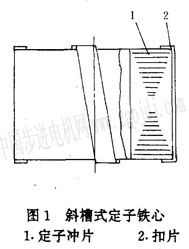
Ŀǰ��늙C(j��)�еĶ����F�Ĵ��Ƕ��ӛ_Ƭ�c��Ƭ������һ�𣬲��Ҷ����F���^�����ֱ��ʽ���b��ģ�߱��^��(ji��n)�Ρ����ҏSij��̖(h��o)��늙C(j��)�Dz���б��ʽ�����F�ģ��������F���ډ��b�r(sh��)�Ѷ��ӛ_Ƭ���D(zhu��n)һ��(g��)���g�࣬Ȼ���ÿ�Ƭ���϶��ɣ���D1��ʾ���@�N���b��ʽ�oģ���O(sh��)Ӌ(j��)������һ�����y�ȡ�
1���bģ�ߵĽY(ji��)��(g��u)
���ˉ��bб��ʽ�����F�ģ������m�ϲ�ͬ�������a(ch��n)����Ҫ���O(sh��)Ӌ(j��)�˶������F�ĉ��bģ�ߣ���D2���D3��ʾ��
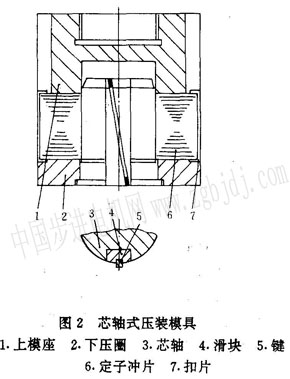
�D2�Dz���о�Sʽ�Y(ji��)��(g��u)������о�S3���_һ��(g��)�ۣ��ڲ��м��뻬�K4�����I5��ڻ��K4�ϣ��Դ˱��C���ӛ_Ƭ���D(zhu��n)һ��(g��)���g�ࡣ
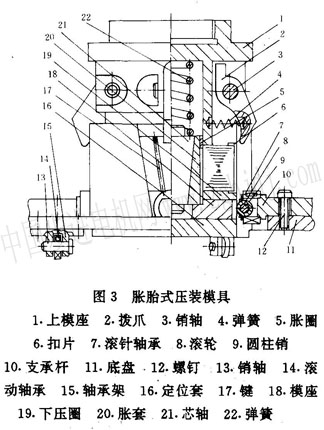
�D3�Dz���Û̥ʽ�Y(ji��)��(g��u)������Û��20㊳����K�����I17�������һ�K�ϣ��Ա��C���ӛ_Ƭ���D(zhu��n)һ��(g��)���g�࣬Ȼ��ͨ�^ÛȦ��5�Ѷ��ӛ_ƬÛ�o��
2����ԭ��
2��1о�Sʽ�Y(ji��)��(g��u)����ԭ��
���Ȱѻ��K4����о�S3�ۃ�(n��i)��������Ȧ2�ϣ�Ȼ��Ѷ��ӛ_Ƭ�����I5�ķ���B�b�������ӛ_Ƭ�Ĕ�(sh��)���_(d��)���ѿ�Ƭ�����Ƭ�ۃ�(n��i)������ģ��1�Ѷ��ӛ_Ƭ���o���������N����Ƭ�˲��ҏ����ɡ�жģ�r(sh��)�Ȱ�о�S3���£����K4�Ķ����F�IJۿ׃�(n��i)�˳���
�@�Nģ�߽Y(ji��)��(g��u)��(ji��n)�Σ��bж��(f��)�s���ڄ�(d��ng)��(qi��ng)�ȴ����a(ch��n)Ч�ʵͣ��Ҷ����F�ĺϸ��ʵͣ��H�m���ژәC(j��)ԇ�(y��n)�a(ch��n)Ʒ��С�������a(ch��n)��
2��2Û̥ʽ�Y(ji��)��(g��u)����ԭ��
���Ȍ���ģ��1ͬ���b�C(j��)�̶��ã��ѵ�
�P11���ډ��b�C(j��)��ģ���ϣ��Ѷ�λ��16���ڵױPll���g���ٌ���Ȧ19����ģ��18�ϣ���ÛȦ5������Ȧ19�ϣ�Û��20����ÛȦ5��(n��i)���ٰ��F��о�S21����Û��20��(n��i)��Ȼ��Ѷ��ӛ_Ƭ�����I17�ķ���B�b�������ӛ_Ƭ�Ĕ�(sh��)���_(d��)���������N�ô�һ���F�����S21���˕r(sh��)ÛȦ5����Û���Ѷ��ӛ_ƬÛ�o���ٌ���Ƭ6�����Ƭ�ۃ�(n��i)����Û�o�Ķ��ӛ_Ƭ�Bͬ��Ȧ19��ģ��18���ڶ�λ��16��(n��i)���ٷ��Ϗ���22��
����(d��ng)���b�C(j��)���@�r(sh��)��ģ��1�������(q��)��(d��ng)���_ʼ?j��)��s����22���У�ֱ�����o���ӛ_Ƭ���ױP1l�_ʼ�������(q��)��(d��ng)��ʹ?ji��)L݆8�ض�λ��16�Ļ������o��Ƭ6�����Ƅ�(d��ng)���@�r(sh��)�ױP11Ҳ���A���\(y��n)��(d��ng)����(d��ng)�L݆8�c��צ2���|��צ2�ѿ�Ƭ6�Ķ˲�����90o���@�ӿ�Ƭ6�ͰѶ��ӛ_Ƭ�۾o����ģ��1�͵ױP11�˻�ԭλ����������(g��)���b�^���ꮅ��жģ�r(sh��)�����F��о�S21�˳����˕r(sh��)ÛȦ5�����տs������I��Û��20�˳��������ó������F�ġ�
�@�Nģ���mȻ�Y(ji��)��(g��u)��(f��)�sһЩ�����bж��(ji��n)
�Σ��p���˄ڄ�(d��ng)��(qi��ng)�ȣ������������a(ch��n)Ч�ʣ������F�ĺϸ����_(d��)��100�������a(ch��n)��(sh��)�`�C����ԓģ�߱��C�˶����F�ĵ��O(sh��)Ӌ(j��)Ҫ��ģ���m���ڴ�����늙C(j��)���a(ch��n)����Ҫ��
3�O(sh��)Ӌ(j��)Ҫ�c(di��n)
3��1о�Sʽ�Y(ji��)��(g��u)
����шD2�е��I5ֱ�����о�S3�ϣ���ô���b�궨���F�ĺ�о�S3�͟o���˳�����Ҋ�������о�S3���_�ۣ����뻬�K4�����I5��ڻ��K4�ϣ����ܱ��C�bж���ӛ_Ƭ������M(j��n)�С�
3��2Û̥ʽ�Y(ji��)��(g��u)
���˜p��֧�ЗU10�c��λ��16������Ħ���������⻬���^�������ÝL��S�Ё�p��Ħ����
���˜p�ٵױPll�c���b�C(j��)��ģ���Ħ������ʹ�ױPll�ډ��b�C(j��)��ģ���������^���о���һ���ĈA���\(y��n)��(d��ng)���ڵױP1l�ϲ����˝L��(d��ng)�S�С�
��ʹо�S21�ډ��b�^���в������Ƅ�(d��ng)���Ա��C�����F�����M�c��Ȧ��ͬ�S�ȣ����b�r(sh��)��о�S2l�Ϸ�һ��(g��)���Ɂ����C�����F�����M�c��Ȧ��ͬ�S�ȡ�
���b���ʹ�ױP1l��ͬ���b�C(j��)��ģ��һ�������Ƅ�(d��ng)������4��(g��)����(�D�Л]��)�ѵױP11���ډ��b�C(j��)��ģ���ϣ������܉��o��Ҫ�����g϶������Ӱ푵ױP11�A���\(y��n)��(d��ng)��
(�ո����ڣ�1994-08-09)
�M(j��n)�룺
|