�Ԅӛ_���е������b��
�߸�Դ ���Ϻ��о�늏S��
�_�����a�Ԅӻ�����ߛ_�����a�ʺͱ��C������ȫ������Ҫ�����x����������ҏSϵ�е����ж����D���ӛ_Ƭ�����a���������Ԅ������b�ã��_�����a�����w�O���_���C�����Ľ�Bԓ�b�õĽY�������OӋ�͑��á�
1�_����ˇ��Ҫ��
1.1�O��
����j23-100�͡�loot�_ʽ�p���ɃA�����C�����K�г̞�130mm��
1.2�ӹ�Ҫ��
1.3�����
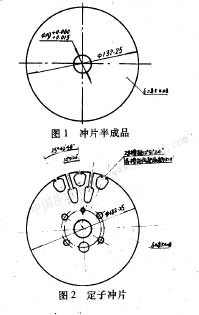
�_Ƭ���Ʒ�О��ml9��
2�Y�����x��
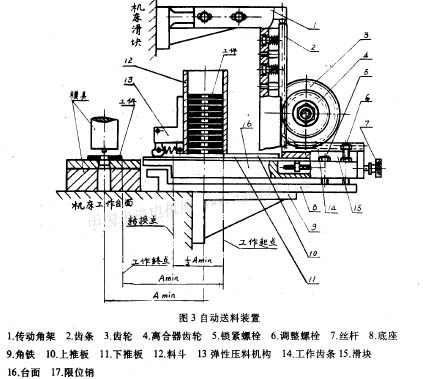
�����_Ƭ���Ʒ���Π�x���l�Tʽ�Y������D3��ʾ���������������ʽ�������нY�����Ρ����Ϝʴ_�ȃ��c��ԓ�b���ɂ��ӡ����ϡ��{�������ԉ��ϺͰ�ȫ���o�șC���M�ɡ���ͨ�^�A��һһ����һһ��λһһ�_����һ�B���B�m���I�^�́���Ɍ����ӛ_Ƭ�ě_���ӹ���
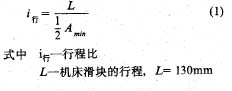
���_Ƭ���Ʒ����D1��ʾ��һ�μ� 3��Ҫ�㲿���Ĺ����c���ù��ɶ��ӛ_Ƭ����2��ʾ����
3.1�{���C��
����ͨ�^���F�̶��ڛ_���C�Ĵ������_�����Ă��{����˨�������{���cģ�ߵİ�ģƽ����ͬһƽ���ϣ��Լ��c�_���C���ģ�ģ�����ģ����������x��
3.2���әC��
���әC���ɂ��ӽǼܣ��X�G���X�l�����S���S�С��S�������㲿���M�ɡ����Ĺ���ԭ�������X�l�����x�����X݆����ͬ�S�ϵ��X݆�����˹����X�l��ˮƽ���ϵ������\�ӡ�
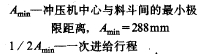
3.21�г̱ȵ�Ӌ��
�г̱ȵ�Ӌ�㹫ʽ��
3��22�x�����X݆�X���Ĵ_��
�����г̱Ȳ����]���x��������������c�X݆���X���ɱ�����ԭ�t�������x���X݆��ģ��m=2���X��z=25��
3��23�X݆�X���Ĵ_��
�X���Ĵ_����횝M����ʽ��
�����P��������ʽ(2)�пɵ�
3.24��C
�X݆�D�ٱȵ�Ӌ�㹫ʽ��
��Ҋ���X݆���ٱ��c�г̱ȵĔ�ֵʮ�ֽӽ������Ͻz�U��һ�����{���������ʷ����ɲɼ{��
3.25���X�l�c�X݆
�X�l�c���ӽǼ�̎�ڸ���ʽ�B�ӣ���λ�N��ƽ���c�X�l�ı��汣��0.2mm���ҵ��g϶����������֧�Σ����������������X�l�ڹ����r��ֱ�ȵ��`�ʹ�X݆�c�X݆��һ�����õ��X�ϡ�
3.3���ϙC��
�ɻ��K�����ư⡢���ư⡢�z�U����M���M�ɡ����ڂ��әC���������£���ɛ_-���r�����Ϲ�����
3.3.1����
�����X�l�c���K�B��һ�w�����K�c�ư�����{���B�ӡ������K���M�o�\�ӕr�����ư⌢�϶��ȵĹ���������һ�����Ƴ������ڏ��ԉ��ϙC���������£�ʹ�����M���D�Q�c��̎����Ȼ���ڻ��K���ڶ����M�o�\�ӕr�����ư匢���D�Q�c��̎���Ĺ�������ģ�����ģ������ư��ٴΰѹ��������D�Q�c��̎�����@���_���������B�m��������ϡ�
3.3.2�z�U
�z�U�̶��ڻ����ϣ�����ĸ�̶������ư��ϣ��ư��c���K���B��������ᔣ����ڻ��K�������̎�������A�ۡ��z�U����Ҫ�������{���ư�Ĺ�����ʼλ�ú����K�cλ�á�(�{���������12cm)ʹ���������_���M��ģ������λ�á�
3.4��ȫ�x����
��ȫ�x������Ҫ���x�����X݆�����x������ |