��܇���әC�Q������ȩģ���Ϻ�̻�����ϵ�y
�ܹ���1,2
(1�㽭���I��W���㽭����310032��2���_�WԺ���㽭�R��317000)
ժҪ��������܇���әC�Q������ȩģ���Ϻ�̻���ˇҪ���������ϵ�y�ľ��w���F����������ϵ�y����AT89S52��Ƭ�C������ƺ��ģ���Ҫ���I�P��LCD�@ʾ�����r�оƬ��A��D�D�Q�����ضȂ������ȽM�ɡ�Ӳ���OӋ�����������ƣ��·���Σ�ʹ�÷��㣬��ܛӲ���ɷ������߿���ϵ�y�Ŀɿ��ԡ�����ϵ�y�\�з������r�g�͜ضȿ��Ɯʴ_���_���A��Ŀ�ˡ�
�P�I�~���Q��������ȩģ���ϣ���̻�����Ƭ�C���ضȂ�����
�ЈD���̖��TM363��3 �īI���R�a��A ���¾�̖��1004��7018(2008)06��0024��02
0����
�S����܇���I����lչ����܇���әC�����U����ӱȣ��pС늄әCֱ�����s�̿��L�ȣ��^�����ϡ����Ų��ϵĸ����ܻ����M�ˌ��F���әC��С���p����[1]�����ڷ�ȩģ���Ͼ��Ѓ������͟��ԡ����g�Ժ������[2]������܇���әC�Q�����������еõ��ˏV���đ��á��Q���������әC�����й�ˇ���s��Ҫ�����IJ���֮һ�������x��Q���������칤ˇ���e�Ƿ�ȩģ���ϵĺ�̻���ˇ�ڱ��C��܇���әC��ȫ�\�D�����L������������ش����x��
����܇���әC�Q�������a�^���У���ȩģ����ͨ�^�ӟቺ�T���κ�߀���Mһ����̻�̎������̻�̎����ˇ���Դ�������ӷ�ȩģ���ϵIJ������ض�Tg���Ķ�����͟��ԡ����õķ����Dz����A�����غͺ��̎��[3]����ǰ�ߵķ���Ҫ���ں��ߡ�һ�㹤�I�ú������Ǻ�ؿ��ƣ����y�����A�����أ�����ȩģ���ϵĺ�̻��^����Ҫʮ�ׂ�С�r��������˹������ƺ���ĜضȺ͕r�g�����ڄڄӏ��ȴ��Ʋ��ʴ_��ȱ�c����������Ԇ�Ƭ�CAT89S52����ģ�������܇���әC�Q������ȩģ���Ϻ�̻�����ϵ�y,����ܛӲ���Y�ϵķ���,�ṩ���õ��˙C��������,���F�r�g�͜ضȵ��Ԅӿ���.
1 ��ȩģ���Ϻ�̻���ˇ����
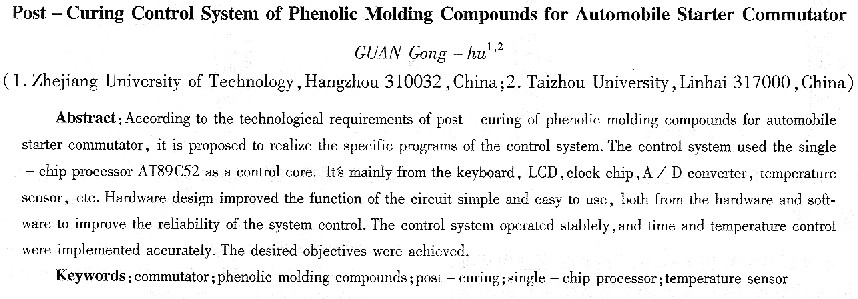
�Q������ȩģ���ϵĺ�̻�̎����Ҫ�ǿ��Ʒ�ȩģ���ϵĜضȺ͕r�g���Q������ȩģ���Ϻ�̻��ضȺ͕r�gҪ����D1��ʾ��0-t1�A�Μضȏ��Ҝ�����T1��t1-t2�A�α��ֺ�أ�t2-t3�A�Μضȏ�T1����T2��t3-t4�A�α��ֺ�أ�t4-t5�A�Μضȏ�T2����T3��t5-t6�A�α��ֺ�أ�t6-t7�A�Μضȏ�T3����T4��t7-t8�A�α��ֺ�أ�t8�Ժ����s���Ҝء� �����nj��H���õĕr�g�͜ضȅ��������Ҝ�����150oC���Õr0.5h,150oC���2.5h;150oC����180oC���Õr1h,180oC���6h;180oC����210oC���Õr1h��210oC���6С�r��210oC����230oC���Õr0.5h��230oC���2h��Ȼ������Ȼ��s��
2����ϵ�yԭ��
������܇�Q������ȩģ���Ϻ�̻���ˇ��Ҫ����ϵ�y��Ҫ��Ɍ�����ضȺ�����ؕr�g�Ŀ���ϵ�y,����ܛӲ���Y�ϵķ���,�ṩ���õ��˙C��������,���F�r�g�͜ضȵ��Ԅӿ���.
1 ��ȩģ���Ϻ�̻���ˇ����
�Q������ȩģ���ϵĺ�̻�̎����Ҫ�ǿ��Ʒ�ȩģ���ϵĜضȺ͕r�g���Q������ȩģ���Ϻ�̻��ضȺ͕r�gҪ����D1��ʾ��0-t1�A�Μضȏ��Ҝ�����T1��t1-t2�A�α��ֺ�أ�t2-t3�A�Μضȏ�T1����T2��t3-t4�A�α��ֺ�أ�t4-t5�A�Μضȏ�T2����T3��t5-t6�A�α��ֺ�أ�t6-t7�A�Μضȏ�T3����T4��t7-t8�A�α��ֺ�أ�t8�Ժ����s���Ҝء� �����nj��H���õĕr�g�͜ضȅ��������Ҝ�����150oC���Õr0.5h,150oC���2.5h;150oC����180oC���Õr1h,180oC���6h;180oC����210oC���Õr1h��210oC���6С�r��210oC����230oC���Õr0.5h��230oC���2h��Ȼ������Ȼ��s��
2����ϵ�yԭ��
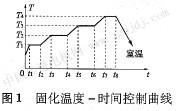
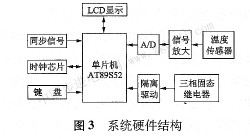
������܇�Q������ȩģ���Ϻ�̻���ˇ��Ҫ����ϵ�y��Ҫ��Ɍ�����ضȺ�����ؕr�g��V��ģ�K���Ԏ�-10 Vؓ��������LcD����늉���LsDl2864cT�cArr89S52�ӿڲ���8λ������������ݔ��ݔ����8�l���ƾ���ʹ���߷Nָ����ơ���LcD�@ʾ���п��Ԍ��r�@ʾ����ضȼ��A�Εr�g����Ϣ��
3��1��2�ضȲɼ��·
�ضȂ���������PTl00�K���ضȂ���������z�y���̞�0��t4000C���ɼ����Ĝض���̖���^�\��Ŵ���OP07�Ŵ��0��5 V��늉���̖��Ȼ������ͽoA��D�D�QоƬAD7810�M��ģ���D�Q��AD7810��һ�����е�10λA��D�D�Q�������D�Q�r�g�죬�H��2��3��s���y�����ȿ��_O 4�棬�M��ϵ�y����Ҫ��
3.1.3�r��·
�r�оƬDsl302�Ⱥ���һ�����r�r犣��՚v��31�ֹ��o�BRAM��ͨ�^���нӿ��c��Ƭ�C�M��ͨ�ţ��������ṩ�롢�֡��r���ա��¡������Ϣ��ÿ�µ��씵���c����씵���Ԅ��{�����r犲�����ͨ�^AM��PMָʾ�Q������24��12С�r��ʽ������Dsl302���o�BRAM�������A�Εr�g�͜ضȵȅ�����Dsl302�����r���ĺܵͣ����֔����͕r���Ϣ�r����С��1 mw��
3 1��4�ӟ�����·
�ӟ�����·ʹ�ù���TLP521�M����̖���x�Ŵ�Ȼ���������̑B�^����������Ɇ�Ƭ�CAT89C52��ͬ����̖һ�𘋳����ྦྷ�l�ܽ����{���·�������^���|�l���ܲ������Ʒ�ʽ��
3��2ϵ�yܛ���OӋ
����ϵ�y���Ô��ֻ��˙C���棬�Ñ������`���ʹ�òˆ��M�Ѕ����O�á�
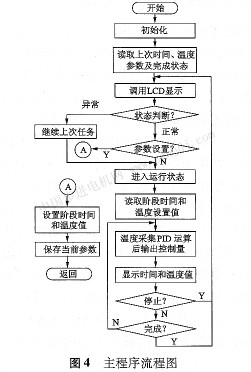
ϵ�yܛ������ģ�K���OӋ����Ҫ���Д�����ӳ����I�P̎���ӳ����@ʾ�ӳ������x���ӳ������O���ӳ����������ӳ��r�g�����ӳ���PJD�㷨�ӳ���͜ضȿ����ӳ���ȽM�ɡ����������̈D��D4��ʾ��
��Ƭ�CAT89S52��늏�λ�����M�г�ʼ���������xȡDsl302�ϴα���ą����������ضȡ��r�g����ɠ�B�ȣ�Ȼ���Д��Ƿ����늵Ȯ���������΄��Д࣬�����������Y�����t�^�m�ϴε��΄գ���������ɣ��t�M��ϵ�y�����棬�����O�Å������t�x���O�á����M�˅����O�ý��棬������ɸ��A�Εr�g�͜ضȵ��O�ã�Ȼ�淵�ء��x���\�С����t�M���\�Р�B���������A�Εr�g�͜ضȵ��O��ֵ���ɼ��ĺ���ضȣ����Ô���PID�����㷨�����_���ʴ_���ƺ���ضȵ�Ŀ�ģ�ͬ�r���r�@ʾ����ضȺ��A�Εr�g����Ϣ���ڴ����g���С�ֹͣ�����o���r�����rֹͣ������ͬ�r�������P�����ء���һ���΄���ɺ��Д����ļӟ�ϵ�y��ʹ������Ȼ��s��ֱ����һ��Ͷ���\�С�
4�Y�Z
���Æ�Ƭ�C���Ƽ��g���F��܇���әC�Q�������Ϻ�̻��Ԅӿ��ƣ����`�C���\�з��������ƵĜضȺ͕r�g�ʴ_������ԓ����ϵ�y������ߓQ�����aƷ�ĺϸ��ʣ���ʡ�˳ɱ���ͬ�r���Դ��p�p���˵Ąڄӏ��ȡ�
|