����ARM��ӡˢ�C�߾����Mī����ϵ�y����ARM��ӡˢ�C�߾����Mī����ϵ�y
��ۣ�ꐼ�Ʒ������
(�Ϻ���ͨ��W���Ϻ�200240)
ժҪ���S��ӡˢ�ИI�İlչҪ������ӡˢ�C���Mīϵ�y���F�߾��ȶ�λ��������Mīϵ�y���Mʽ�ĸ߾��ȿ��ƣ��o����ԓϵ�y�ęCе�Y���������·�OӋ����λ�C�Լ����Pͨ�Ņf�h���OӋ��Ԕ����B�˲��M���ƌ��F�ķ�������ͨ�^���õ�3. 6���ľ��ȣ��Ķ����M���f�O��Ŀ��Ʒ������_���˹��I���a����Ҫ���M���ˬF������ӡˢ��Ҫ��
�P�I�~���Mī�U��늄әC����λ�C�����M�\�з�ʽ��ݩ������
���D���̖��TM381 �īI���R�a��A ���¾�̖��1004-7018(2010)01-0061-03
 0���� �S�����I�İlչ��ӡˢ�ИI��Ҫ���ɫ�ʾ���Ҳ�_�����^�ߵ�ˮ�ʡ����ڂ��y�Ĵ���ӡˢ�C���f���Mī�U�Ķ�λ���Ȍ������wӡˢ�|���������P��Ҫ�����á�
�Mī�U�ǿ���ӡˢ�C�Mī���Mī����С���P�I�O�䡣���y��ӡˢ�C�Mīϵ�y���õ��_λ��늙C�x܇ֹͣ�ķ��������ڑT�ԵĴ���ʹ���Mī�U��λ���ʣ����������Mī�^�ࡢӡˢ�|���½��ĺ����
�߾��ȶ�λ��ӡˢ�C�Mī�Uֱ�ӛQ����ɫ�ʾ��_���Լ��D��������ȡ����ڂ��y����ӡˢ�O��Ŀ��Ʒ����y�ԝM��߾������������ý�����lչ������ARMоƬ[1]�OӋ��һ���m�����Mīϵ�y�ĸ߾��Ȳ��M��ʽ����ϵ�y��ʹ��ԭ���y���A�еľ�����K�_����3��6���ľ��ȣ��Ķ��_���˹��I���a����Ҫ��
1�Mī����ϵ�y����
�Mī����ϵ�y��Ҫ���Mīϵ�y�ęCе�Y���������·�Լ���λ�C�M�ɡ�
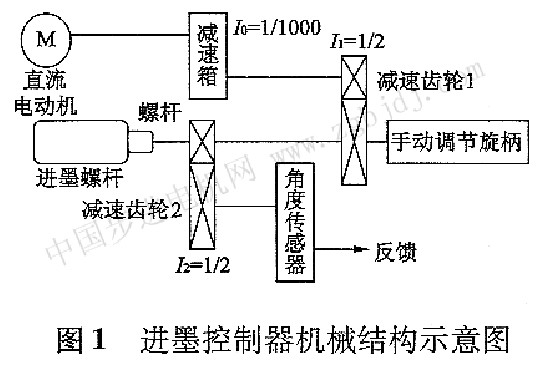
1.1�Cе�Y���OӋ
�Mī����ϵ�y�ęCе�Y����Ҫ��ֱ���p��늄әC���Mī�U���p���X݆�Լ�һ���ǶȂ���������[2]����Dl��ʾ���Mī����ϵ�y�ĺ��IJ������Mī�U���Mī�U���ݾ����D��sʽ���Mī�U��s�L�ȵĸ�׃�Q�����Mīϵ�y�Mī���Ĵ�С�����Mī�U����s�������ֱ���p��늄әC���Q������˿���ԓ�p��늄әC�ǿ���ԓ�Mī�U���P�I�����Mī�U�ĺ���һ���ք��{���Mī�Uλ�õIJ������Ա����Mī�U�{ԇ�rʹ�á����ڸ߾��Ȳ��M늄әC�r���F��������
�Cе�Y���Ąӷ������һ�����y���ʱ��IJ���ֱ���p��늄әC�������ò��M늄әC��
1.2�����·�OӋ
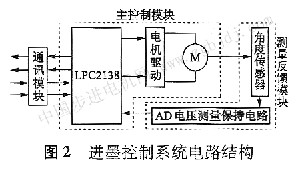
�Mīϵ�y�Ŀ����·��Ҫ��������ģ�K���y������ģ�K��ͨӍģ�K�M�ɣ���D2��ʾ��
������ģ�K��һ�KARM7�Ⱥ�PHLIPS��LPc2138̎��оƬ[3]���Լ��ɘ�·��оƬ
TA8409���ɵ�늙C���·���ɡ�
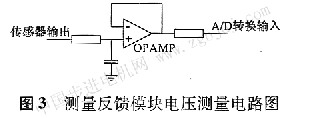
PHLIPS��˾���a��LPc2138̎��оƬ����64�����_��31���p��I��O�ڣ�2��8·10λA��D�D�Q�����܉��M��늉��y���Ĺ����������OӋҪ�������_�������1��ʾ��
����ģ�K����Ҫ�����Ǐ�ͨӍģ�K���յ���λ�C������ͨӍ��Ϣ������̎���������һϵ�п����\���ֹ�_�Ŀ�����Ϣ���f�o�p��늄әC���Ķ�����늄әC�����D��ʹ���Mī�U�����\����
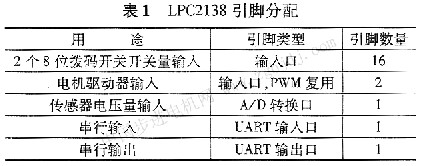
�y������ģ�K��Ҫ�ɽǶȂ�����Mtdoi��cPһ2FC�Լ����PAD�ɘӱ����·���ɡ�m idori��cPһ2Fc��360���Cе�Ƕ��λ���������Cе�Ƕ�λ����Ϣ�D����늉���̖����ͨ�^AD�ɘӱ����·���ؽo����ģ�K�����·�D��D3��ʾ��
ͨӍģ�K��Ҫ��һ��֧��Rs-422ͨӍ�˜ʵĴ���ģ�K�M�ɣ�
1��3��λ�Cܛ�����_�l
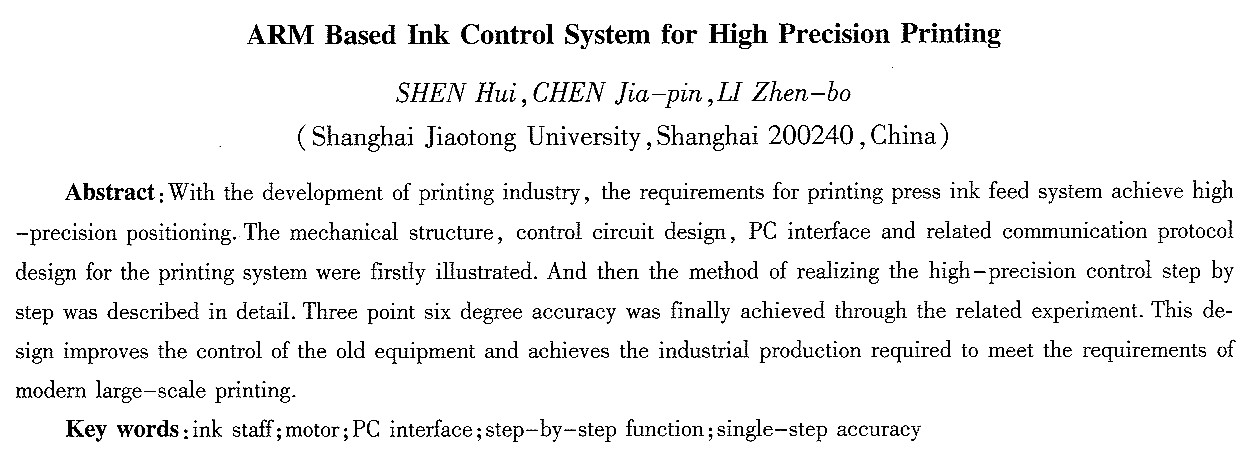
��λ�Cܛ���ɻ���Vc��MFc��[4]�����_�l��ɡ�����λ�C�Ľ�������O�Å^�͔��������^�ɲ��ֽM�ɡ����������^�ṩ�˔����������ڣ��O�Å^��Ҫ�Á��O�ò��M���������P������������λ�C�Ĵ���ͨ����Microson commufllcation contml V6��O�ؼ�[5]�M�п��ƣ����ڳ����_ʼ�M�г�ʼ�����ڣ��O�����ڵ�ͨ��ģʽ���D4����λ�C�������̡�
1.4 ��λ�C�cARM�����·ͨӍ�f�h���OӋ
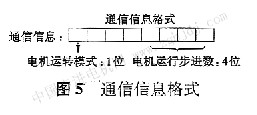
��λ�C���F��ARM�����·�Ŀ�����Ҫ��ͨ�^���lͨӍ��Ϣ��ɵġ���ԓϵ�y�У�ͨӍ��Ϣ��  8��16�M�Ƶ��ַ��M�ɣ��@��ֵ��һ�����ͨ����Ϣ������һ���ֹ�����D5��ʾ��ͨӍ��Ϣ��****λ�Q����늄әC���\�Dģʽ����4λ��늄әC���M����������ԓ�OӋ��늄әC****���M������65 536����
2�Mīϵ�y�Ŀ��Ʒ���
2 .1�Mīϵ�y���B�m�\�п���
�Mīϵ�y���B�m�\�п���ԭ�����Σ�ֻ���ڜp��늄әC�ϼ���늉����ɡ��\���ٶȿ�������Ҫ���c���������L��ͨ��\�Ќ���늄әC��ͣ�C�r���ڑT�����t�Ć��}������ڵ��_Ŀ��λ��ǰ��Ҫ��ǰӋ��x܇λ�ã��@�NӋ�㲻�H�����������ڲ�ͬ����r�£��x܇λ�õ�Ӌ������Fƫ�����@ֱ��������B�m�\�еľ����^�͡��ڱ����У�������ʹ�Mī�U���ٵ��_ָ������λ�ã��҂��������B�m�\�з�ʽ��������������{����ʽʹ�á�
2��2�Mīϵ�y�IJ��M�\�п���
���ˌ��F���ɿ��ĸ߾��ȶ�λϵ�y���҂��OӋ�˶����L�IJ��M�\�п��Ʒ�ʽ��
�҂����ߜp�ٱȵ�ֱ��늄әC�M�п��ƣ�ʹ�����\�ӷ�ʽ�����ɲ����L�Ćβ����M�\���ۼӶ��ɣ���ˆβ����M�ľ��ȼ�������ϵ�y�ľ��ȡ��β����M�\�еľ����ɽo���Ŀ��Ʒ����е��ӕr�r�L���_����ϵ�y늙C�Ķ�λֻ��ҪӋ������������M�\�п��Ʒ�ʽ������Ҫ���^�β����M�Ĕ������ɡ�
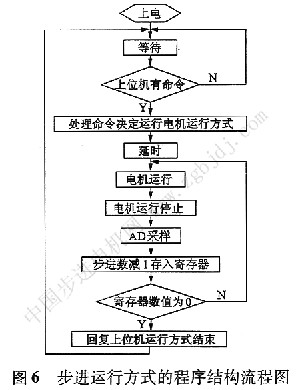
�D6�o���˲��M�\�з�ʽ�Ŀ������̡�����λ�C�l�ͽoARM�����·���M�\�з�ʽ��ָ���ARM����������λ�C�l�́���ָ����Ϣ��UATR�ڵľ��_�^���x�ˣ����������Խ�a���x����������λ�C�l��ָ���еIJ��M������Ϣ����������˼Ĵ����У�ͬ�r����־�O��鲽�M�\��ģʽ���S��ARM�����·���_늄әC������̖�˿ڣ��o늙C���ʹ���\�D��ͬ�r�ӕr���ӣ�����ͨ늠�B�����ӕr�r�L�Y���r��늄әC������̖�˿ڏ�λ��늄әCֹͣ�\�D��ԓ�^�������늄әC���M�\�з�ʽ�еĆβ��\�С�ÿ��������һ��늄әC�β��\���^���У���Ų��M�����ļĴ��������Мpȥ1�����Ĵ�����ŵ�ֵ�w��r���������M�\�з�ʽҲ�ʹ˽Y����
2��3�β����M�ľ����Լ��y��
�����������п��l�F��늄әC����\�е��ӕr�r�L�Q����늄әC�β����M�ľ��ȡ��҂��ڌ���Ќ����@�N�r��������ͨ�^�O���ӕr����������Ҫ���е��ӕrѭ�h�ĴΔ��팍�F�ġ�
���چβ����M���ȵĜy����ԓ����ϵ�y�����ɽǶȂ������Լ�AD늉������·�����ɵĜy������ģ�K��ͬ��ɵġ�
�ǶȂ������c�Mī�U�D�ӱȞ�1��2�������ǶȂ��������Dһ�ܼ�360���Cе�Ƕȣ���ݔ��늉�׃������3 320 mv��������AD�ɘӜy���β����M��ǶȂ�������Ȼ�������ʽ��ɜy����Mī�U���M�Ƕȡ�����
ʽ�У�a��β����M�ľ��ȣ���U��ͨ�^AD�ɘ����õ���늉��
����AD�ɘ���늄әC��ȫֹͣ���M���\������˱��CAD�ɘ����ɵõĔ�ֵ��ʴ_ֵ���]�����T�����ö����²��Mλ�îa��ƫ�
3�����Լ���������
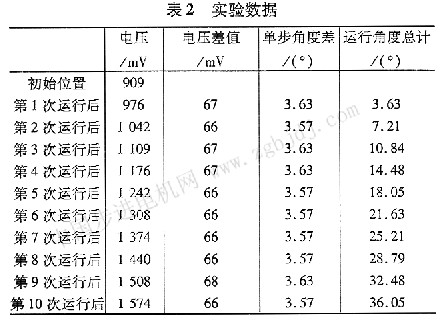
�ڌ����늄әC�����چβ����M��B�£���늄әC����\�еĕr�L�O����500����λ���t�r�g���������҂��Ŀ���ϵ�y�B�m�\��10���β����M���I���ó����2��ʾ�Č�����
�Č����п��Կ�������ͨ늕r�g��500����λ���t�r���Mīϵ�y�Ćβ����ȼs��3��6�������M��ʮ���β��\���^���У����\�еĽǶ���3.57����3 .63����ƽ��ֵ��3.60���������0��029������Ҋ���ڌ������Ȼ����������ƫ����@Щƫ��һ�����əCе�Y�����X݆�Ʉ���ɵģ��ڌ��H���a�\�����@Щ�`���ڿɽ��ܷ����ȡ�
4�Y�Z
�����OӋ��һ������ARM��̎�������Mīϵ�y���B�m�c���M��ʽ����ϵ�y��������ϵ�y�ĽM���M�����U�����Ͳ��M���Ʒ����Č��F�M����Ԕ�����������ҽo���˻����@�N���M���Ʒ�ʽ���ڌ��H��������ɵõĔ����Լ����������Ҍ��m���ڱ��OӋ��ͨӍ��Ϣ��ʽ�Լ���λ�C�ľ������˺�Ҫ�Ľ�B���ڱ�����У�ͨ�^��B�Ŀ��Ʒ�������ֱ���p��늄әC���F�ˆβ����M�Ŀ��ƣ���K��λ�����_����3��6�����Ķ����F���Mīϵ�y�ĸ߾��ȿ��ơ�
|