��늙C���D�ӛ_Ƭ���a��ˇ
��ɄP1���Εr��1������܊2
(1������Ϣ�I���g�WԺ�����K����223003��2�������`�彭늙C��������˾�����K����223002)
�ЈD���̖��17M305 �īI���R�a��E
���¾�̖����1004��7018(2010)01��0071 0l
���D�ӛ_Ƭ����늙C�ϵ���Ҫ������侫�ȸߵ͡��|���É�ֱ��Ӱ�늙C���b�䡢�b���|����늙C���ܡ���늙C���aһ�㶼�Ǵ��������a�����Զ��D�ӛ_Ƭ�����첻��Ҫ���C�|����߀��Ҫ��ȡ��Ч�ʵ����a��ʽ��
l���D�ӛ_Ƭ��Ҫ���gҪ��
(1)�_Ƭ�����Ρ��ȏ��������Լ��۵�ֱ���ȳߴ瑪���ψD��Ҫ��
(2)���D�ӛ_Ƭë�̲�����0��05 mm��
(3)���D�ӛ_Ƭ�����C�ȡ���A�Ͳ۵�ֱ��ͬ�ġ�
(4)����һ���Ժã��Ա��C�F�ĉ��b��������R��
(5)�_Ƭƽ�����o�����Ρ�
2���õĶ��D�ӛ_Ƭ���췽��
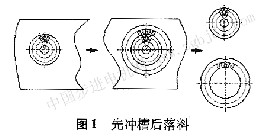
2 . 1�ț_�ۺ�����
�@�N����������������D1��ʾ�����һ�������͛_�S�ס��I�ۡ�ƽ��ۺ��D�Ӳ�(�I�ۼ���ӛ̖������)���ڶ����������S��λ���͛_ȫ�����Ӳۡ����ӛ_Ƭ��A�ϵ��Fβ�ۺ�ӛ̖�ۣ��������������S��λ���͛_���ӛ_Ƭ�ăȈA����A��
�@�N���������c�ǣ����a�ʸߣ������D�Ӳ�ͬ���Ե�ӛ̖��ͬ�r�_�����_Ƭ�|���ã����ӛ_Ƭ����Aͬ�r�_����ģ�����ױ��Cͬ�S�ȣ��Ɍ����_�_���Â��͎��B�������M���Ԅ����a������ȱ�c�ǹ��ƬҪ�A�Ȳóɗl�ϣ������ʵͣ��͛_���ӲۺͶ��ӛ_Ƭ����A�����S��λ���۵A�ܺ͛_Ƭ����A��ͬ�S���Ѓɴζ�λ�`�������������λ�Õ�����ᔵ�ĥ�p��������׃���@�N��׃��****ֵ�����ǃɴζ�λ�`��֮�ͣ���˯B���r�ԃȈAÛ̥����ʣ���ʹ�ۿײ����R��
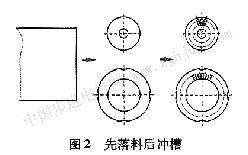
2��2�����Ϻ�_��
�@�N����������������D2��ʾ����һ������һ����������͛_���ӛ_Ƭ�ăȈA����A(�������ӛ_Ƭ��A�ϵĶ����ӛ)���ڶ��������ӛ_Ƭ�ԃȈA��λ�������ӛ���͛_ȫ�����ӲۺͶ��ӛ_Ƭ��A�ϵ��Fβ�ۺ�ӛ̖�ۣ������������D�ӛ_Ƭ����A��λ���͛_ȫ���D�Ӳۡ��S���S���I�ۺ�ƽ��ۡ�
�˷N���������c�ǣ��ڄ����a�ʸߣ����Բ����ײã����Ƭ���������^�ߣ������D�Ӳ��Bͬ���Ե�ӛ̖��ͬ�r�_�����_Ƭ�|���ã����ӛ_Ƭ�ă���Aͬ�r�_����ģ�����ױ��Cͬ�S
�ȣ����ڌ��F�ΙC�Ԅӻ����͛_�����D�Ӳۿ���ͬ�r�ڃ��_�_���M�У����ț_�ۺ����Ϸ������^���s�������a���ڡ�����ȱ�c�Ǐ͛_���Ӳەr������λ�Pĥ�p����ɲ۵A���c�ȈA��ͬ�ģ��B���r���ԃȈAÛ̥����ʣ���ɲ���L�����R��
2��3�����N����
���ׂ���ʽ�_ģ���ʽ�_ģ�M�����������յȾ��x�ų�ֱ������ģ���b��ͬһ��ģ���ϣ���ģ���b��ͬһ��ģ���ϣ����ɼ��Mģ��
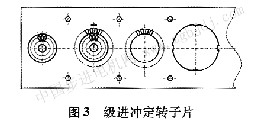
�D3���ü��Mʽ�_��ģ���춨�D�ӛ_Ƭ�Ĺ���ʾ��D�������������Ă��_�^����һ�_�^�_�S�ס��S���ϵ��I�ۺ�ƽ��ۣ��Լ�ȫ���D�Ӳۺ̓ɂ���λ��L���ڶ��_�^�_�Fβ�ۡ�ӛ̖�ۺ�ȫ�����Ӳۣ������_�^�_�D��Ƭ��������ě_�^�䶨��Ƭ��A���@�ӣ��l���Mȥ���D�ӛ_Ƭ�Ͷ��ӛ_Ƭ�քe�ĵ����͵��ě_�^��������L�����¡�
���Mʽ�_�����a���D�ӛ_Ƭ�ă��c�����a�ʸߣ�ȱ�c��ģ���������y��
3���D�ӛ_Ƭ�����·���
3.1�·�����ˇ
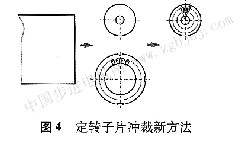
���ܲ��úηN��ˇ��Ŀ��һ����߮aƷ�|����������߄ڄ����a�ʡ��Еr�ɂ�Ŀ�ļ��У��Еr�ɂ�Ŀ�ě_ͻ����ˣ��҂�������һ�N�͛_�·��������ϛ_���Ӳۣ��ٛ_�D���㡣 �·����֞����������D4��ʾ����һ�������Ƕ���Ƭ���ϛ_��һ����ɣ��������ӛ_Ƭ����A��ȫ�����Ӳۡ����ӛ_Ƭ��A�ϵ��Fβ�ۺ�ӛ̖�ۡ��ڶ����������D�ӛ_Ƭ�ԃȈA��λ���͛_ȫ���D�Ӳۡ��S��L���S���I�ۺ�ƽ��ۡ�
3��2ģ���OӋ
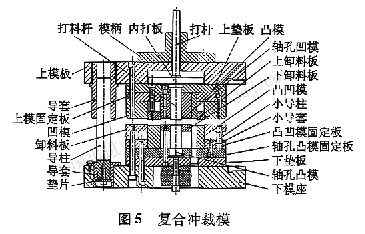
���ϛ_���Ӳۛ_��ģ��D5��ʾ���D��Ƭ�_ģ�c�������a��������ģ��һ�ӡ�
3.3�·��������c
(1)�����٣����aЧ�ʸߡ��·����ăɵ��������϶���Ƭ�_�κ��D��Ƭ�_�Σ����aЧ���^����������߰ٷ�֮33��
(2)�������R����һ��������ɶ���Ƭ�ă��⏽�����εě_�ƣ��p���˶�λ�`��������R��
(3)���þ۰������zж�ϣ�ͬ�r�۰������z߀���ж��D��Ƭ���x�����á�
(4)��ĥ���㣬���ÿ�жʽ�Ȍ�������ȥ������ĥ���пڷdz����㡣
(5)ж�Ͽɿ���ģ�߲���С��������ж���b�Ä����`��ɿ���
(6)ģ���ģ���ģ�ߏ��s���_����߅�L���^�L��ģ�ߓp�ĵĎ��������^��ģ���������l�ʸߡ�
(7)Ҫ��_���ć�λ��
4�Y�Z
��ˇ�������x��ģ���OӋ��͵Ĵ_���@���w�ĮaƷ���gҪ��������҂���늙C���D�ӛ_Ƭ���a�У����������ϛ_�ۣ��ٛ_�۵ķ��������`�C�����·����ǿ��еģ��aƷ�|��
�ã�������ȱ�ݣ��д��ڌ��`�����Խ�Q��
���YNdFeB���O�ŭh�аl��ͻ��
����
�Ͼ��Ń��������˾�����K�Ͼ�210014
�ЈD���̖��TM273 �īI���R�a��E
���¾�̖��1004J7018(2010)01��0072��01
�ĸ��_���ԁ����S�����Ų��ϺͿƌW���g�İlչ������늙C���҇��lչѸ�١��F���w����늙C�a�����_�����һλ�������҇�863Ӌ�����c�lչ�Ŀ��ϡ������늙C���Ǯ�܊ͻ����Փ�OӋ�wϵ���ش��£����켼�gͻ�w���M������������****��ϡ������늙C�ѽ����҇��Q����ֱ����������늙CҲ�����졣�������늙C�đ��ñ鼰��늡���܇�����պ��졢ʯ�͡��������t���������ȸ����I��
ˮ��늙C�����Ų��ϵ�����Ҫ��Խ��Խ�ߣ�Ʒ�NҪ��Խ��Խ�࣬���O�h�������w�������@�N�����°lչ������һ�N���ʹ���Ԫ����Ŀǰԓŭh�ѳɞ�F��ֱ���oˢ늙C��ͬ��늙C�������ŷ�늙C���늙C���P�IԪ���������ܵĸߵ�ֱ���Pϵ��늙C�����ܡ����O�h�������w�ѳɞ�����늙C�I��ʹ��Բ����I��ğ��c�����O�ŭh�����|�֣����F���w���Ŷ��O�ŭh��ϡ������һ��Ҫ��TqdFeB���O�ŭh�������췽���֣��и���ͬ�Ժ����Լ����Y���w��ճ�Y���w�������ж��O�ŭh�У��O�����ԟ��YNdFeB���O�ŭh������****��һ�N���@�N�ŭh���켼�g���s��Ŀǰ������ֻ�ЎҴ�˾�����a��������҂����Ƴɹ���Ͷ���Ј����ڽ����ŷ�늙C�гɹ����á�
�����Զ��O�ŭh�ļ��g�y�c����Ҫ���OӋ�ߴň����ȵĶ��Oȡ���b�ã�����Q�����ڏ�ͬ�������ڟ��Y�^�����տs�ʲ������Ĵŭh�_�ц��}�Լ���ȡ���ܶȵ������ȡ�
���Ì������g�Ͷ�헪��ƹ�ˇ�ɽ�Q�@Щ���}��
���YNdFeB�O�����Զ��O�ŭh���������Ч��ͨ�ܶȱȸ���ͬ���F���w���O�ŭh��5�����ϣ��c���NdFeB����ճ�ϳɵĽM��ʽ���O�ŭh��ȣ����ܸ��ߣ�����ʡ���r��ʡ���ϣ������ڴ���Ó����L�U���c���ȟ��T��ݗ��ȡ��NdFeB�O�ŭh��ȣ�������һϵ�Ѓ��c��
(1)�����ܸߣ�������Ч��ͨ�ܶȿ���߰ٷ�֮50���ϡ�Ŀǰ�����Ķ��O�ŭh�ı����ͨ�ܶ���O��4��O��6 T֮�g������(��25 mm-��18 m)��40 mm��8�O�������ͨ�ܶȞ�O.54 T������ͬ�ߴ��ݗ��ȡ����O�ŭh��������ͨ�ܶȲ�����O.35 T��
(2)�����ͨ�ܶȷֲ������Ҳ��Σ�ʹ����늙C���и��õı��ܡ�
(3)����ȡ����ͳ�ŷ���һ�£��ŭh�ȿɲ��ü��F��(�S)��늙C���x�ò��P��S��
(4)�ŭh�ȏ����S��߶Ȳ���ݗ��h�ǘ���ȡ��ň��ć������ơ����O�h�ȏ���С�����ף��S��߶���ģ�ߺ��O�����S����r��Ҳ�������ơ�����֮̎��������O�ŭh���ԣ�һ��ݗ��ȡ��h���ڼ��g���S����r�¿ɳ������O���Ķ��O�ŭh�����O�����Դŭh��һ����r���Ƕ��ٌ��Oȡ�ͳ���ٌ��O���@�������������O��Ķ����Ժ͏��s�ԡ�
���ܺá���ͨ�ܶȷֲ��������������ɈAͲ�ε�NdFeB�O�����Զ��O�ŭh��Ͷ���Ј������҇������M�ڻ�늙C���OӋ�w�e��С��Ч�ʸ��ߣ������M����һ������늙C�ṩ�˱�Ҫ�l���������l늙C�OӋ���µ��OӋ������M�҇�늙C������A�ΰlչ�� |