�B�m̼�ữ�ֽ��^�̷ֽ��ݶȿ��Ʋ����о�
ꖴ��A�������l�A
���ϴ�W��Ϣ�ƌW�c���̌WԺ�������Lɳ410083)
ժ Ҫ���B�m̼�ữ�ֽ��^���ǟ��Y�����a�����X���P�I����֮һ����ֽ����ݶ��cĩ�۷ֽ���ֱ��Ӱ푮aƷ�Įa�����|����ᘌ����^�̾��Џ��Ǿ��ԡ�������ԡ���r�����y�Խ������_�Ľ̌Wģ�͵����c���ڷ����^�̙C�������Ϳ��Y���ҽ��Ļ��A�ϣ�����˷ֽ����ݶȌ��ҿ��ƺ�ĩ�۷ֽ����A�yǰ���a����Y�ϵĿ��Ʋ��ԣ����ײ��M���y�T��l#��5#��CO2 ͨ���y�T����ƌ����îa��ʽҎ�t���������ײ��M�������ҿ���Ҏ�t��1#��5#�۷ֽ��ʌ��ҿ���Ҏ�t��ͬ�M�ɵČ���֪�R�죬��������ĩ�۷ֽ����A�yģ����������ݔ��������_�l���B�m̼�ữ�ֽ��^�̷ֽ����ݶȌ��ҿ���ϵ�y�����H�\�нY�����������۷ֽ��ʵĺϸ�������˰ٷ�֮�����ϣ����F�˷ֽ����ݶȵķ����������ƣ�����ˮaƷ���|����
�P�I�~���B�m̼�ữ�ֽ⣻�ֽ����ݶȣ����ҿ��ƣ��A�yģ�ͣ�ǰ���a���ЈD���̖��TP 273 �īI���R�a��A
Decomposition Ratio Gradient Control Strategy for Continuous Carbonation
Decomposition Process
YANG Chun hua��CAN Xu��GUl Wei-hua
(School ofInformation Science��Engineering��Central South Universit)����Changsha 410083��China)
Abstract��The continuous carbonation decomposition problem in sintering process of alumina production is discussed To the acter istics of such processes��an expert control strateg for decomposition ratio gradient is proposed��combined with feed-fonvard compensa tion of predictive model fbr the last-tank decomposition ratio,based on the experiential knowledge an the mechanic acteristics An expert knmdedge base is established bj using production rule including expert rules for feed rate of the first-tank a nd decomposition ratios from first-tank to fifth-tank The expert control system for decomposition ratio gradient is developed The practical operation results show that the qualification rate of decomposition ratio in each tank ls increased h �ٷ�֮����an d the stable optimization control for deeomposition ratio gradient is realized
Key words��COlltinlJous carbonation decomposition��decomposition ratio gradient��expert control��predletive model��feed-forward compensation
1�� ��
�ڟ��Y����ˇ�У��B�m̼�ữ�ֽ�(���Q̼��)�^����һ���dz��P�I�����a�������������Џ��Ǿ��ԡ�������ԡ���r�������_���Ե����c���y���þ��_�Ĕ��Wģ���M�����������y���Ʒ����y�Ԍ�ʩ���ƣ������a�F����Ҫ�������������ք��{�������ҿ�����ģ�������ܣ�����Ҫ����Ĕ��Wģ�ͣ����ìF���������ֱ�ӌ��^�̼��Կ��ƣ���ұ�𡢻����ȏ��s���I�^�̿����I��õ����ã�ȡ�����^�õĿ���Ч��[1-4]���īI[5]�����ҿ��Ƒ�����̼���^�̲����ײ��M���y�T��4#��5#��CO2ͨ���y�T����ƌ����_�l�˷ֽ��ʌ��ҿ���ϵ�y��
�^�õ،��F��ĩ�۷ֽ��ʵă������ơ�Ȼ���S��̼�ֹ�ˇ�ĸ��M�Լ��aƷҪ�����ߣ�ᘌ�3���y�T��ʩ�����y�Ԍ����۷ֽ��ʱ��������aָ�������S�ĺ��������ȣ������ˮaƷ�a���c�|�����Mһ����ߡ���ˣ������������B�m̼���^�̞��о���������˷ֽ����ݶȌ��ҿ��ƺ��A�yǰ���a����Y�ϵĿ��Ʋ��ԡ�
2��ˇ����
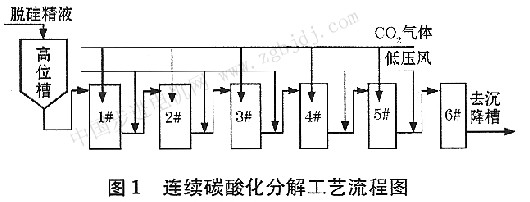
�B�m̼�ữ�ֽ��^���ǟ��Y����һ����Ҫ�ij�ǰ��������a�^�̡�ij�����X�S�B�m̼�ữ�ֽ��^����2����λ�ۺ�4�M�ֽ�۽M�ɣ�ÿ�M����6���ֽ��(�քe��l#��6#��ʾ)�������a��ˇ���̣���D1��ʾ��
�����ι���Ó���́��ĺϸ�Һ(���X���c��Һ)�����M�˸�λ�ۣ��ĸ�λ�۵ײ��ԉ��M��l#�ֽ��(�ײ�)��ͨ�^�͉��L�����M��2#�ֽ�ۣ�ͬ�ӵķ������Ό������뵽����ֽ�ۡ�ǰ5�_�۸����ֽ���Ҫ��ͨ��һ����CO2���w�c�ϝ{�M�зֽ⣬6#��(ĩ��)������ϲی��ֽ���ϝ{�_���ã��z�y�ϸ���ɳ��ϱô����ۣ��������������������X�^�V�C�^�V���õ����^��Si02�s�|�Ě������X������̼�ữ�ֽ�ĸҺ���X���c��Һ��̼�ữ�ֽ���һ���К⡢Һ�����������c�ď��s�Ķ��෴�����������X���c��Һ����CO2���w������֮�g�Ļ��W����[6-7]��
���˱��C�������X�aƷ�a���c�|�������۷ֽ��ʱ�횸����ϸ�Һ��Ó��ָ��(A��s)�����ں��m�����ȣ������������@Щ�ֽ��ʘ����˷ֽ��^�̵ķֽ����ݶȣ������ķֽ����ݶȿ�ʹĩ�۷ֽ���
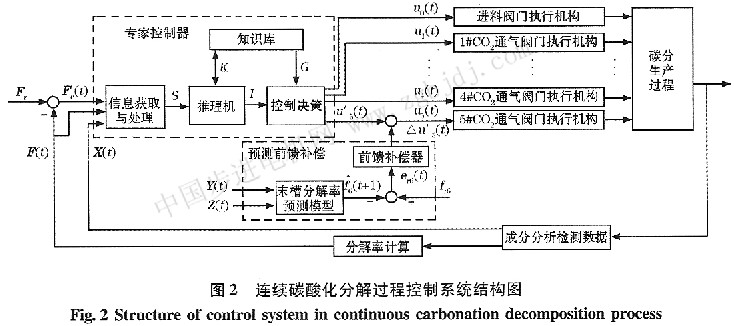
�D�У�Fr��ʾ�]���ֽ����ݶ�������F(t)��ʾ���H�ֽ����ݶ�������Fc(t)��ʾ�ֽ����ݶ��`��������uo(t)���M���y�T���ЙC���Ŀ�������u1(t)��u4(t)�քe��1#��4#CO2ͨ���y�T���ЙC���Ŀ�������u5(t)�錣�ҿ�������5#CO2ͨ���y�T��ݔ��ֵ����5(t)���A�yǰ���a����������u5(t)����ĮaƷ�w�����������s�|�١����̼���^�̷ֽ����ݶ��Ƿ�ֱ���Pϵ���aƷ�|���Éġ�
�����a��ˇ�Ϳ���Ҫ���֪�����H���a�е͉������Lһ�㱣�ַ����Ҳ����{�����ײ۷ֽ������M������CO2ͨ������Ӱ푣�����ƵĺÉČ�Ӱ푵�������۷ֽ��ʵ��{��������ײ۷ֽ����ǹ�ˇ���Ƶ����c֮һ��1#��5#�۵ķֽ��ʶ��Ќ�����ָ�˿��Ʒ����������ˆT����������ϝ{�ֽ���rͨ�^�{�����۵�CO2ͨ�������{���ֽ��ʣ��M���܌�������ڽo��ֵ���S�����ȡ�����6#�۲�ͨ��CO2���ֽ�Һ�cʣ�����w��ַ�������ĩ�۷ֽ���ֻ��ͨ�^5#�۵�CO2ͨ�������{����
�@�ӣ��ֽ����ݶȳɞ�̼�����a�^�̵Ŀ����P�I�����H�Q����ĩ�۵ķֽ��ʣ�Ҳ�Q����ĩ�۷ֽ�����Ě������X�aƷ�ĺϸ��ʡ���ֻͨ�^�M���y�T��4#��5#��C02��ͨ���y�T�����ƺ��m�ķֽ����ݶ��Ƿdz����y�ġ���ˣ���ϵ�y��ͨ�^�����ײ��M���y�T��l#��5#��CO2ͨ���y�T�팍�F�ֽ����ݶȵķ����������ơ�
3���Ʋ���
1)���ƽY�� ᘌ�̼���^�̴�r�����c�������о����ҿ��ƺ��A�yǰ��������Y�ϵIJ��ԡ��ڷ������۷ֽ���Ӱ������Լ����Y�F���������Ļ��A�ϣ��OӋ̼���^�̵ķֽ����ݶȌ��ҿ������팍�F���۷ֽ��ʵķ������ƣ��������īI[8]�o���Ļ���׃��������ɷַ������W�j�A�yģ�́팍�F��һ�r��ĩ�۷ֽ��ʵ��A�y������ǰ���a����ʽ���������ҿ�������ݔ�����_��ĩ�۷ֽ��ʵĿ���Ŀ�ˡ�̼���^�̿���ϵ�y�Y������D2��ʾ��
5#CO2ͨ���y�T���ЙC����������X��t����ʾ��X�ϝ{�ɷ�(A12O3��ȡ����A��ȵȣ����z�y����ݔ��������Y��t��߀δĩX���P��ˇ������Һλ�������ٶȡ�CO2��ȼ������ȣ�������Z��t����ʾ5#X��ĩX�ϝ{�ɷּ���ֽ��ʵ�������fr6��ʾĩX�ֽ����O��ֵ���D---��ʾĩX��һ�r�̷ֽ����A�yֵ��em(t)��ʾĩ�۷ֽ����`���A�yֵ�����У�I#��5#
�۵��ϝ{ÿС�rȡ��һ�Σ���ͨ�^�x�����@��Al2O3��ȡ����A��ȵȳɷ֔������ٸ����@Щ�ɷ�ֵ���շֽ���Ӌ�㹫ʽ�Ԅ�������۷ֽ��ʡ�
̼���^�̿��w���ƽY����Ҫ�������ҿ��������A�yǰ���a����Ԫ���y�T���ЙC����̼�����a�^���Լ��ɷַ����z�y�c�ֽ���Ӌ�㡣���ҿ�����ͨ�^��Ϣ�@ȡ�c̎���Ԫ��ȡ�c�ӹ��ֽ��^�̹�ˇ������Ϣ�����Y�Ϯa��ʽҎ�t��ʾ�Č���֪�R�죬������ͬ�����������������ó����y�T�IJ���������ͨ�^���ƛQ��ģ�K�f�{����ݔ�����������D�Q�������ݔ�������ЙC�������û��ڷֽ����ݶȵČ��ҿظ������Ԍ�̼���^�̌�ʩ��Ч���ƣ��Ա��C���۷ֽ��ʵķ������ơ�
����̼�����a�^�̴��ڴ�Ĝ����ԣ�������ܼ��r�õ��������õķ�����Ϣ��푑������t�������^�ֻ�Ƿ�֣����ڿ��ƾ����^�ߵ�ĩ�ہ��f������ˣ����^�ֻ�Ƿ�և��ؕr�����������������r�����������������īI[8]�е�ĩ�۷ֽ����A�yģ�ͣ�����ݔ������Y(t)��z(t)����Ӌ��õ���һ�r�̵�ĩ�۷ֽ���f6(t+1)����ĩ�۷ֽ����O��ֵfr6�cf6(t+1)���p�õ��`��ֵer6(t)���ٽ�һ���ֶξ��Ի���ǰ���a���������a������u5(t)o���ֽ����ݶȌ��ҿ�������������ݔ��ֵ��u5(t)�c��u5(t)�ϳɺ����鿂�Ŀ�����ݔ����5#CO2ͨ���y�T���ЙC�����Կ˷������ĩ�۷ֽ��ʵ�Ӱ푡�
�C���������ֽ����ݶȌ��ҿ��Ƽ��g��ĩ�۷ֽ����A�yǰ���a����Y�ϵĿ��Ʋ��Բ��H���Ա��C�ֽ����ݶȣ����ҿ������ĩ�۷ֽ��ʾ��Ⱥͺϸ��ʣ��Ķ��܉�M��aƷ�|��Ҫ��
2)���ڷֽ����ݶȵČ��ҿ��Ʋ��� �ֽ����ݶȌ��ҿ���Ҏ�t��֪�R��������Ҫ�ĽM�ɲ��֣�Ҳ�nj���֪�R�ļ����w�F�� ��ͨ�^�w�{�c���Y��ˇ���̎����x�����̎����쾚�����ˆT�Ľ��֪�R�õ���������̼��ϵ�y�ڸ��N��ͬݔ��l��������ȡ�Ŀ��Ƅ����������a��ˇ�l���l��׃���r����ͨ�^�W���c�m��ģ�K���a�����֪�R����ݣ��Ա���õؿ������a�^�̡�
���в��îa��ʽҎ�t����ʾ����֪�R���������˵��J�R�^�̣����F��ʽֱ�^�����_��ʽ�`��ɷ���،�Ҏ�t���ӻ��ġ�����̼���^�̸��۷ֽ����ܵ��������ص�Ӱ푣��ʮa��ʽҎ�t��ǰ�Ჿ�ֿɱ�ʾ������l����߉an d(��)�M�ϣ�����ʽ��
���У�Ei(i=1������n)���i��ǰ���l����n��Ҏ�t�l���Ă�����������Ҫ�����O����u��YՓ�������
ʽ(1)����ֻ�Ю����Зl����ƥ��ɹ��rҎ�t�YՓ�ű��������ͨ�^��̼�ֹ�ˇ�ķ������F���������Ŀ��Y���õ����ײ��M�������ҿ���Ҏ�t��l#��5#�۷ֽ��ʌ��ҿ���Ҏ�t���@6�Ҏ�t��ͬ�M���˷ֽ����ݶȌ���Ҏ�t֪�R�졣
���M�������ҿ���Ҏ�t ���ײ��M�ϵĹ���ԭ����֪����λ��Һλ����׃��څ��ֱ��Ӱ��M�����Ĵ�С�����ײ۵ķֽ��ʺ�Al203���(���QA0)
׃�����t��ӳ���M�����Ƿ���m�����У�AO׃�����鮔ǰ�r��A0ֵ�c��һ�r�̵IJ�ֵ������ھC�Ϸ���Ӱ��M���������غ��xȡ��λ��Һλ����λ��Һλ׃����1#��AO׃������l#�۷ֽ����`������ԓҎ�t���4���l�����քe��H����H����AO1��FE1����ʾ�����M���y�T�_�ȵĸ�׃����ԓҎ�t�ĽYՓ���á�Vout��ʾ������̼�����a���ҽ��֪�R��
���@4���l��׃����ֵ���ղ�ͬ��r���֞����ɂ��B�m�^�g���Դ����鹤�r�Д��������ڝM�����Зl����ݔ���������y�T�_�ȸ�׃�����ʌ���Ҏ�t���Ա������£�
���У�A(k)��B(m)��C(n)��D(t)�քe����l��
׃�������ֵą^�g�������ٷ�֮p���M���y�T��׃����
��l#�۷ֽ��ʌ��ҿ���Ҏ�t ��l#�۷ֽ��ʲ����^��r���μ�ͨ�^�M�������{���ֽ����DZ��^�����ģ����˜p���{���ֽ��ʷ�������ĕr�g�����ļ�����Ӱ푷ֽ��ʵ���һ�P�I����CO2ͨ������ͨ�^��l#��CO2ͨ���y�T�_�ȵĿ���ʹ�ֽ��ʼ����_��������B��l#�۵ķ����r����ԓ�۵ķֽ����Լ�AO׃�����������������@Щ��Ϣ�Լ�����֪�R���{��ͨ�������Ա��C�ֽ��ʷ����ݶȵ�Ҫ����ˣ�ԓҎ�tǰ���l#��AO׃������1#�۷ֽ����`��քe�á�AO1��FE1��ʾ�������YՓ��1#��CO2ͨ���y�T�_�ȵĸ�׃�����á�V1��
ʾ��Ҏ�t�ı�����ʽ���M�������ҿ���Ҏ�t��ơ�
��2#��5#�۷ֽ��ʌ��ҿ���Ҏ�t �����g���������L���ӵ���r�£�2#��5#��ֻ��ͨ�^�{��CO��ͨ���������Ʒֽ��ʴ�С����ˣ����P�Ĺ�ˇ������Ϣ�����Д��Q��ͨ�������P��Ҫ������̼���^����һ���B�m���a�^�̣������۵�Ӱ푱��^���У�ǰһ�۵ķֽ���rֱ��Ӱ푵���һ�۵ķֽ⣬�����{��C01ͨ�����r���HҪ���]��ǰ�۵ķֽ���r����ֽ��ʺ�A0׃������߀Ҫ���]ǰһ�۵�AO׃�������Ա㼰�r�˽��M�뮔ǰ�۷ֽ��ϝ{��׃��څ
�ݣ����������_���ƛQ��.
�����������ɵã�2#��5#�۷ֽ��ʌ��ҿ���Ҏ�t��ǰ�Ჿ�ֶ�����3���l������ǰ��AO׃��������ǰ�۷ֽ����`���Լ�ǰһ��AO׃�������քe��ʾ���A0i��FEi�͡�A0i-1�����YՓ���֞鮔ǰ
��CO2ͨ���y�T�_�ȵĸ�׃�����á�Vi��ʾ��i�鮔ǰ��̖(i=2��3��4��5)������������������@Щ�l��׃��ֵ��ֳ����ɂ��B�m�^�g��2#��5#�۷ֽ��ʌ��ҿ���Ҏ�t���Խyһ�������£�
���У�Ei(k)��Fi(m)��Gi(n)�քe���i̖�ی��ҿ���Ҏ�t���l��׃�������ֵą^�g�������ٷ�֮pi���i̖��CO2ͨ���y�T�_�ȵĸ�׃����
�C����������ڷֽ����ݶȵČ���Ҏ�t֪�R����w�M����r������ˇ��������Ϣ�@ȡ�c̎���Ԫݔ��������C������C�Y��Ҏ�t֪�R����������������������������е�Ҏ�t�l����ƥ�䣬�t�ܵõ��˕r�y�T�_�ȵĸ�׃������ͨ�^���ƛQ�߆�Ԫ�M�Ќ���֪�R�C��̎�����_���y�T�_��ֵ�ں��������ȣ���Kݔ���y�T�_�ȿ��������������ЙC����ʩ���ƣ�������Ч�ر��C�����ķֽ����ݶȡ�
4 ϵ�y���F������Ч��
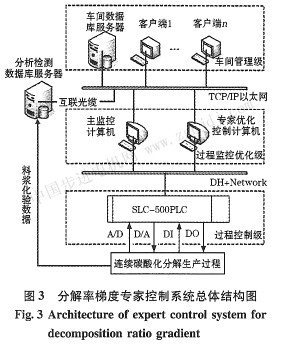
̼���^�̷ֽ����ݶȌ��ҿ���ϵ�y��܇�g�������������܇�g�͑��ˡ����O��Ӌ��C�����҃�������Ӌ��C���F���ɾ��̿������γɵ�3�����ƽY���M�ɣ���ͨ�^��I�Ȳ��W�c�ֹ�˾�ķ����z�y��������������B�����У�܇�g�������������܇�g�͑��˘���܇�g�����������O��Ӌ��C�͌��҃�������Ӌ��C�����^�̱O��������PLC���z�yԪ�������ЙC���Ș����^�̿��Ƽ��������z�y�����춨�r�惦�x�����ĸ����ϝ{�ɷ֔������Ա�ͨ�^�W�j���r���픵��������������Ϣ��ʩ�ھ��������ơ�ϵ�y�Ŀ��w�Y������D3��ʾ��
�D��
�^�̿��Ƽ���������AB��˾SLC500ϵ��PLC�팍�F�F�����ƣ���ͨ�^DH+Network�c�^�̱O���������B�����F�z�y�����Ͳ�����Ϣ�Č��r���Q�����^�̱O�������c܇�g������ͨ�^��̫�W�B�ӣ����F���a��Ϣ��܇�g������
PLC����ݔ��ģ�K(A��D��DI)���r�ɼ�̼�����a�^�̵Č��r��ˇ�������牺������ȡ������Լ��y�T������B�ȣ�ͬ�rͨ�^ݔ��ģ�K(D��A��D0)�Ԅ��{���M������CO2ͨ������늄��y�T�Լ�ݔ����B��̖����ɬF�������΄գ����O��Ӌ��Cͨ�^�M�Bܛ��RSVlew32���r�O��̼���^�̲����O����ϼ���ˇ�^���A���c��ͬ�r�ɼ��ʹ惦�F�����������҃�������Ӌ��C���r�Ԅӏķ����z�y����������������ϝ{�ɷֻ��������������r�z�y�����M�Ќ��҃���Ӌ�㣬��������Ϣ���oPLC���У����У����Д�����ͬ�r����܇�g�����������������ͨ�^�˙C������ɔ����͌���Ҏ�t�ľC�Ϲ�����܇�g������������惦��������̼���^�̵����a�����������F܇�g�����������͑���Ӌ��C��Ҫ���F�����a�^�̵��h�̱Oҕ���{�ȹ���������ϵ�y�ֲ���܇�g��̼�֍�λ�Լ�̼�ֲ۬F������ɼ��п��ƺ������΄գ����F�����a܇�g���Ĺܡ��O����һ�w����
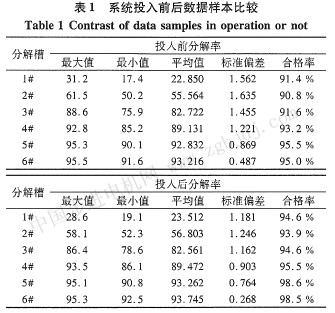
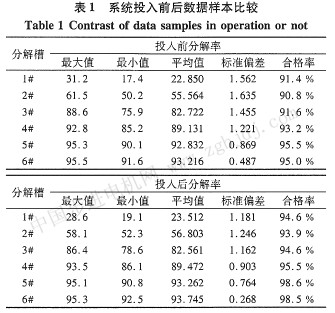
�F��II�M�ֽ�۞錦��ȡϵ�yͶ��ǰ���200�M�ֽ����ݶȔ����ӱ����Ԍ��ȣ�Ҋ��l��
�ı�l�ɿ���ϵ�yͶ�����۷ֽ��ʵĺϸ��ʶ�����˰ٷ�֮2���ϣ��^�õر��C�˷ֽ����ݶȵķ����ԣ�ͬ�r�˜�ƫ��ĜpС������ϵ�y�������@�p�٣����۵ķ����Ը��á����⣬ĩ�۷ֽ��ʵ�ƽ��ֵ����˰ٷ�֮0��529���ϸ�������˰ٷ�֮3��5���@�f��
�˱�ϵ�y�܉����̼�֮aƷ�|���ͮa�������F�����a�^�̵ķ����������ơ�
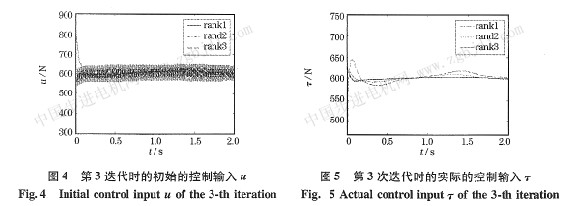
�ɈD4���D5���Կ������^�V������ݔ��Ķ������@�p����
5�Y�Z
ᘌ��C����ϵ�y���؏��Ԅ��������]�䲻�_���ԺͷǾ������c�����һ�N���ڵ����W�����Ƶ�܉�E��ۙ���Ʒ������@�N���Ʋ��ԌW���c����ͬ�r�M�У�����Ժã��������õ������Ժ͌��h���đ�׃����������LPF���C�ˌ��H����ݔ�����ص�ƽ���ԡ����B�U�C����ϵ�y�ķ���Y���������˿��Ʒ����^�õ�����˲��_���ԙC����ϵ�y��܉�E��ۙ�΄ա�δ���Ĺ���ּ�ڰѱ��ĵĿ��Ʒ����ƏV�����H�ęC����ϵ�y��
�����īI(References:)
[1]��С܊��������W�j���������m����ģ�����W������[J]������ӿƼ���W�W��(��Ȼ���W��)��2002��29(3)��382-386��(Yang XiaoiUil��Li Junmin Robust adaptive sfiding mode
iterative learning control based on the neural network[J]Joumal of Xidian University��2002��29(3)��382-386)
[2] Yang S Y��Luo A��Fan X P Adaptive mbust iterative learning control for uncertain robotic systems[J] Control Theory��Applications��2003��20(5)��707 712 2
[3] Gunniarsson S��NorrlofM Onthe disturbance properties of hiСor der iteratbe leaning control algorithms[J]Automatiea��2006��42 (11)��2031-2034
[4] ���P�t�����c�`�����ܷ�һV�xϵ�y�ĵ����W������[J]�Ԅӻ��W��2007��33(6)��658459(Pu Fengxian��Zbang Qingling�� Zhefeng lteratixeleaming eontml class of singular
systems��J��Acta Automatica Sinica��20[J]��33(6)��658-659)
[5] Butcher M��Karimi A Longchamp Rstatistical analysis of certainiteratie learning control algorithms [J]Internafona[Journal of Control��2008��81(1)��156 166
[6] �O�����S���I�����W������iM]�������@�����I�����磬 1999(Sun blingxuan��Huang Baojian herative lemning control [M]Belling��National Defonce Industry Pres~��1999)
[7] tlwang C L��Lin H Y A luzzy decentralized variable structure track ing eontrol with optimal an d improved mbusmess designs��theory an d applications[J]IEEE Trans on Fuzzy Systems��2005��12(5)�� 615-630
[8] Xu J x��Tan Y A composite energy function based learning control app roach fo,nonlinear systems with trine Ding parametric UllCertain��ties[J]IEEE msaction on Automatic Control��2002��47 (11)��1940��1945��