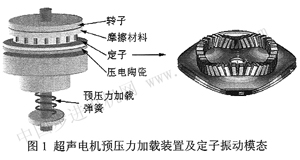
���ڳ�늙C�ľ��ķ���ϩ���۱����ͺ�Ħ������
���㣬���������O�P�G
(�����I���I��W�������������I1 50001)
ժҪ��ᘌ���늙CĦ�����ϵ����⑪�ã����۱���(Ekon01)�c���ķ���ϩ(PTFE)�����Ƴɏͺϲ��ϣ�ԇ���������W����ì����Ħ�����ӗl���µ�Ħ���W���ܡ������ڒ�����R(SEM)�ֶΣ�����ͺϲ���ĥ�p������ò��̽ӑ��Ħ��ĥ�p�C��������PTFE/Ekon01�ͺϲ������鳬늙CĦ�����ϣ��yԇ�в��ͳ�늙C�������ԡ��Y��������PTFE������Ч����Ekonol�Ĵ��ԣ�Ekoll01������PTFE��Ӳ�ȡ�PTFE�������Ekon01��Ħ��ϵ������ʹĥ�p����u�����SPTFE�������ӣ�PTFE/Ekon01�ͺϲ��ϵ�ĥ�p�C����ƣ�ڄ���͙Cе������u�D׃�鉺����ճ��ĥ�p����Ekon01��PTFE��8��2�r���ͺϲ��ϵě_�ȡ�Ӳ�Ⱥ���ĥ���^�ã��ҳ�늙C�������^����
���^�õij�늙CĦ�����ϡ�
�P�I�~���۱��������ķ���ϩ����늙C��Ħ��ĥ�p
Oǰ��
��늙CĦ�����Ϲ����ڰ��г�����ӵĸ�Ħ�����ӗl���£����s�ėl��Ҫ�������Ħ��ϵ���ߡ���ĥ�Ժ��Ҍ�ż���oĥ�p���\�з����������Ժá��oĦ���������ɾ��ܼӹ���ճ�Y�Ժõ�[1]���ԡ�Ekon01���H��ĥ�Ժã���Ħ��ϵ���^�ߡ��e�c�����ۺ�����ȣ�������������ܣ��������Ժá��᷀���Ժá����⣬�����s���ȸߣ��ߴ緀���Ժá���ĥ����ż��������Ekonol�Դ࣬�_�ȵͣ����ͼӹ��^���y[2,3].PTFE�Ą��oĦ��ϵ���С�������Ժá�ʹ�ÜضȌ�[4,5]������������׃����ĥ���ܲ�[6]��Ȼ����Ekorlol�cPTFE�Ƴɏͺϲ��ϼ����������ϻ��a���˷�Ekon01�Ĵ��Ժ�PTFE������׃�ԣ��ֿɱ��ָ��Ե����܃��ݡ����w��PTFE/konol�����wϵ���ܵĈ���^�١�����÷���о�F[7]��PTFE��Ekon01�����wϵ�Ķ�N���ܣ�����ƫ���@�R���������˹�����ϵ����B���Z��÷��[8]�о���35�����µ�Ekon01���PTFE�ďͺϲ���Ħ��ĥ�p���ܡ����i��[9]�о�����������10���Ķ�N���ό�Ekonol��Ħ���W����Ӱ푡�
���Č���EkonoI�cPTFE�����Ƴɏͺϲ��ϣ������о�PTFE/Ekonol�ͺϲ����wϵ�����W���ܺ��ڸ�Ħ�����ӗl���µ�Ħ���W���ܣ������Ò�����R�^��PTFE��Ekon01�ͺϲ��ϵ�ĥ�p������ò���M��̽ӑ��Ħ��ĥ�p�C��������PTFE��EKon01�ͺϲ������鳬늙C��Ħ�����ϣ��yԇ��늙C�Ŀ��d�D�ٺͶ��D���أ��ԫ@��Ekon01�cPTFE��****��ȣ��鳬늙CĦ�����ϵ��OӋ���Ƃ��ṩ��Փָ����
1ԇ��
1��1ԭ���ϼ��ͺϲ���ԇ�ӵ��Ƃ�
Ekonol���ܶ�1��44g��cm3��ƽ������14��m���Ѕdz��⻯���о�Ժ�aƷ��PTFE���ܶ�2 15g��cm3��ƽ������25��m���Ѕdz��⻯���о�Ժ�aƷ�����Č�PTFE���뵽Ekon01�У���O��********��ȫ������ȹ��죬ÿ��********PTFE�Ƴ�һ�M�ͺϲ��ϡ��ͺϲ���ԇ���Ƃ��^�̞�ԭ�Ͻ��^�Y��ɺ��䷽�����Q�������ø��ٔ���C��ֻ�Ϻ��b�����ģ���У���100MPa�����±���10min�䉺���ͣ��ٽ��ߜ؟��Y����������ĥ�Ƴ�ԇ�ӡ�
1.2ԇ�l��������
�_��ԇ����xcJ-40�ͺ�֧��ʽ�[�N�_��ԇ�C���У�ԇ�ӳߴ��90mm��10mmx7mm�����ڳߴ���2mm��10�衣Ӳ��ԇ����HRl50����Ӳ��Ӌ���x��M�˳ߡ�Ħ��ĥ�pԇ���íhһ�KʽM-200��ĥ�pԇ�C���ڸ�Ħ�����ӗl���y��ԇ����Ħ��ϵ����ĥ�p������ż�����Ϟ�45#䓣��A������10kg����ż���D�ٞ�200r/min����ĥ�r�g��30min������ԇ���؏�3�Σ�ȡƽ��ֵ����Y����������늙Cԇ����B13ģ�B40�A�P���в��ͳ�늙C�����A�������d�b�ü��������ģ�B��Dl��ʾ�����Ӳ��Ϟ�LYCZl2Ӳ�X�����ͺϲ������鳬늙CĦ�����ϣ�ճ�N���X�D���ϣ�����^���ϲ�����Ⱦ���2��5mm��ԇ�ǰ�����^1200#ɰ����ĥ�ͱ�ͪ��ϴ����늙C�ļ����l�ʣ���41��5kHz������늉�Vp-p��180V����늙C�����D���g�A�����ɏ����ṩ��
2�Y���cӑՓ
2.1���W����
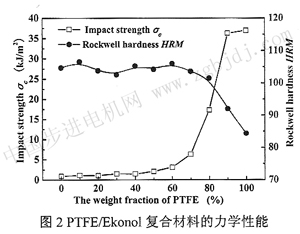
��늙CĦ��������Ҫȡ���m���ě_�Ⱥ�Ӳ�ȡ��_���^���ܛ���ϕ����ճ�����ܣ��Ķ�����Ħ���������D�QЧ�ʣ�Ħ������Ӳ���^��r����늙C���D�ӽ��|��B�������D�Ӽӹ����ȵ�Ӱ푣����½��|������F��[10]�����^���F��늙C�\�в��������������к������D2�o�����Dz�ͬ����PTFE��PTFE��Ekonol�ͺϲ����������ě_�Ⱥ�����Ӳ��������
�ɈD2��Ҋ�����ā��f��PTFE������Ekon01�ě_�ȣ���Ч��������ԣ����pС��Ӳ�ȣ�Ekonol�ܜpСPTFE�ě_�ȣ����ָ���������׃�Ά��}����������Ӳ�ȡ��ɈD2��Ҋ���_���^��ďͺϲ��ϣ���Ӳ���^�ͣ���֮��Ȼ����Ekon01�_�Ⱥܵͣ���Ӳ���^�ߣ���PTFE�ě_�Ⱥܸߣ���Ӳ���^�͡���PTFE�ĺ�����70�ٷ�֮����Ekon01��PTFE��3��7�r���ͺϲ��ϛ_�Ⱥ�����Ӳ�����ܾ����F�D�ۡ��@�����ڮ�PTFE�ĺ�����70���r��PTFE�����ɷ�ɢ���D׃���B�m�࣬�����w�_ʼ�˴˽��|���γ��B�m��
�ĹǼ�[7]����Ҫ���������ĹǼ��ɔ��ѵ��γɣ���������W���ܰl����ͻ׃������PTFE��������70���r���ͺϲ��ϵě_����������Ӳ�ȜpС��һ���f�����_���g���^��IJ���Ӳ���^С�����ڳ�늙CĦ�����ρ��v��ܛ�����ڳ���Ħ�����^���Е���������ܣ��Ķ������D�QЧ�ʣ����²�������Ч�������PTFE�ĺ��������^��
2.2Ħ���W����
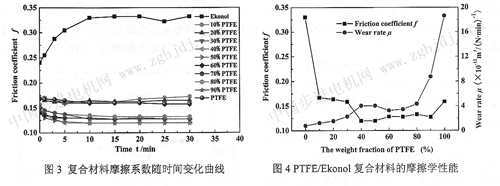
�D3�o����PTFE/Ekonol�ͺϲ��ϵ�Ħ��ϵ���S�r�g��׃����������Ҋ�����N�ͺϲ��ϵ�Ħ��ϵ������10��犺����څ�ڷ����������ȡ10��犺��Ħ��ϵ��ƽ��ֵ�����鲻ͬ����PTFE��PTFE/Ekon01�ͺϲ��ϵ�Ħ��ϵ�������yԇ�����N�ͺϲ��ϵ�ĥ�p�ʣ���D4��ʾ��
�ɈD4��Ҋ���SPTFE�������ӣ��ͺϲ��ϵ�Ħ��ϵ��Ѹ���½�����������������Ekon01
��Ħ��ϵ���^���0.t33������PTFE��Ħ��ϵ����0.16�^С��PTFE�������Ekonol��Ħ��ϵ������PTFE������10���r���ͺϲ��ϵ�Ħ��ϵ�����@���½�������PTFE������50���rȡ��****ֵ0��12�����ɈD3��Ҋ��PTFEʹEkon01��ĥ�p����u����PTFE�����֮�g����������С����c�֮�g���װl���������ĥ�p���^������SPTFE�������ӣ��ͺϲ��ϵ�ĥ�p������PTFE��ĥ�p���Ǽ�Ekonol��23������PTFE������70������Ekonol��PTFE��3��7�r���ͺϲ��ϵ�ĥ�p�����ܳ��F�D�ۣ���PTFE����70���r��ĥ�p��ͻ������ˣ���_���ͺϲ��Ͼ����^���Ħ��ϵ�����^�õ���ĥ�ԣ�PTFE������������20�����ˡ�
3��3ĥ�p�������
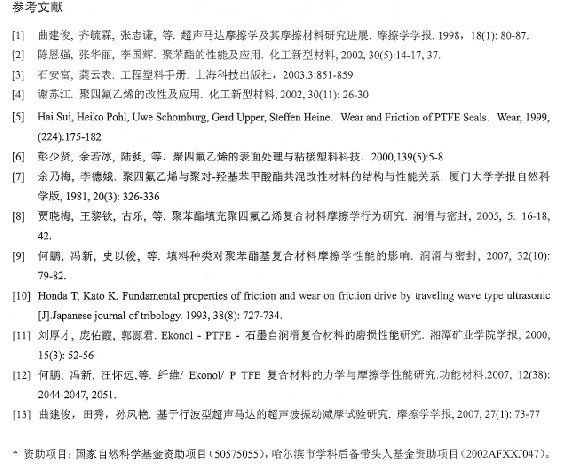
�D5�鲻ͬ���PTFE/kon01�ͺϲ���ĥ�p�����SEM��Ƭ����5a)��Ҋ����Ekonol����
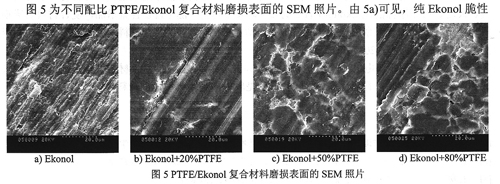
�^��Ħ�������ػ��ӷ������S����ƣ�ں�������������Ѽy���������ӬF��PTFE�����^�ٕr(�D5b))��Ħ�����������Ѽy�������߅�����F��������PTFE�����^���r(�D5c)��d))��Ħ�����ϱ���ƽ���������@���ډ�����ճ���D�Ƶĺ��E�������SPTFE�������ӣ��ͺϲ��ϵ�ĥ�p�C����ƣ�ڄ���͙Cе������u�D׃�鉺�n��ճ��ĥ�p�������J�飬Ekonol����Ӳ���࣬���d���c����Ħ�������£���Ӡ�w�����鲢������档PTFE������g��������С����c�֮�g���װl�����ƶ����ĥ�p����PTFE�����^�࣬Ekonol�Ƕ���^ܛ��PTFE���w����Г��d�����ã�����PTFE����������ƺ�����ٌ�ż�������ճ��[11,12]��
3.5��늙Cԇ�
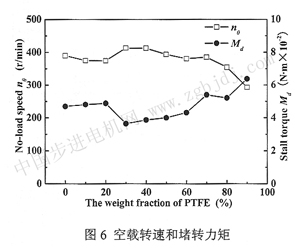
��늙C�Ŀ��d�D�ٺͶ��D�����dz�늙C�Cе�����еăɂ���Ҫָ�ˡ����d�D�ٿ��Է�ӳ��늙CĦ�����ϵĽ����D�QЧ�ʣ����D���ؿ��Է�ӳ���ϵ�Ħ�����������������D�Q�ɳ��ӗl���µ�Ħ��ϵ��[13]������ij�늙CĦ���������ګ@�ö��D�����^���ͬ�r�����^�ߵĿ��d�D�١��D6�o������ͬ�A����(Fc=17 4N)�£�ʹ�ò�ͬPTFE�����ďͺϲ������鳬늙CĦ�����ϕr����늙C�Ŀ��d�D�ٺͶ��D����ֵ����PTFE��������^�ͣ�ճ���Բ�����ĥ�p���أ�����]�п��졣�ɈD6��Ҋ�������ό����Ķ��D�����^��r������d�D���^С����֮��Ȼ����PTFE������20���r���ͺϲ��ό����Ŀ��d�D�ٺͶ��D���ؾ��^�ߣ�ʹ��늙C�ľC�������^����ͬ�r��ʹ��ԓ�ͺϲ��ϕr�����^�쵽��늙C�\�з����������^�͡��@�����ڏͺϲ����к���PTFE�����Ą��oĦ��ϵ���С�����Ա������Ќ��µ��������Ķ�ʹ��늙C�\�з�������ˣ���Ekon01�cPTFE���|���Ȟ�8��2�r��ԓ�ͺϲ������^�õij�늙CĦ�����ϡ�
4�YՓ
(1)�ڱ��ĵ�ԇ�l���£�PTFE�ܸ���Ekonol�Ĵ��ԣ�EkonoI������PTFE��Ӳ�ȡ��SPTFE�������ӣ��ͺϲ��ϵ�Ħ��ϵ�����½�����������������ʹĥ�p����u���ͺϲ��ϵě_�ȡ�Ӳ�ȡ�ĥ�p��������Ekonol��PTFE��2��8�r�l���D�ۡ��SPTFE�������ӣ��ͺϲ��ϵ�ĥ�p�C����ƣ�ڄ���͙Cе������u�D׃�鉺�n��ճ��ĥ�p����_���ͺϲ��ϵľ��и�Ħ��ϵ������ĥ�ԣ�PTFE�������ڣ��ٷ�֮20���Ҟ��ˡ�
(2)�ڱ��ĵij�늙Cԇ�l���£�EKkonol��PTFE��8��2�r�ďͺϲ���ʹ��늙C�Ŀ��d�D�ٺͶ��D���ؾ��^�ߣ����\��ƽ���������ͣ����^�õij�늙CĦ�����ϡ�
|