�����ף�������
(�����I���I��W�������������I1 50001)
ժҪ����늙C�ǿ����|Ħ���ӣ���Փ���������������D��Ħ�����Ͽ�ʹ��늙C�����^�������ݔ�����ߵ��D��Ч�ʡ������˸�����Ħ�����ϵ��p�@�O�䣬�OӋ�˃���w�Sȡͬ���w�S��֬���ͺϲ��ϣ�һ�N���w�S��ֱ��Ħ�����棬��һ�N���w�S�������\�ӷ���ͨ�^�����w�S���з����c�h����֬���������Ƃ��һϵ�пv���������ģ����ͬ�M�ϵĸ����ԏͺϲ��ϡ������ܶȷ��y�����w�S�c��֬�������ɏͺϲ��ϼ��^���W��Ӌ��������Գ���������ͺϲ��Ϸքe�ӹ��ɲ�ͬ��ȵ�Ħ��Ƭ��ճ�����D���ϡ��yԇ�����в���늙C�\�Еr��ؓ�d���ԣ����d�D�ٺͶ��D���ء�ԇ����Ħ��Ƭ�����0.6mm���w�S�����\�ӷ�����D�ӏͺ����ϣ�ʹ������****�������˲��Ϗ��Գ�����늙C���ܵ�Ӱ�����ó�Ħ�����ϵď���ģ������Ⱥ̈́ӑBĦ��ϵ���ǛQ��늙C���ܵ���Ҫ���ء�
�P�I�~�� ��늙C���D�ӏͺ����ϣ������ԣ�Ħ��ĥ�p
��늙C���������D�ӱ������Ħ�����f�\�Ӻ̈́��������̈́����b�á�Ħ��������D�QЧ�ʺ�ʹ�É���ֱ��Ӱ�늙C�����ܡ����˽���������͜p��ĥ�p��Ħ���丱���x����ܛ�|�߷��ӻ��w���Ϻ�Ӳ�|���ٲ��ϽM�ϡ�
�F���Ħ��������Ҫ�����z������֬������ĩұ������մ�Ϳ�ӵ�[1]��Ħ�������SҪճ�N���D����[2][3]�����Ҳ��ճͿ�ڶ���[4][5]�����еľ��ķ���ϩ��Ħ�����ϑ����^��[6][7],���ɻ��w������Ӳ���{������Ħ�����M���͌��ᄩ�Ƴɵďͺϲ��ϡ���늙Cʹ�þ۽з���ϩ��Ħ�����������������õĜp�������ܺ�����m�����Ϻ���M�˶��D�ӵĽ��|׃������ճͿ��Ħ�������nj�����Ħ�����M����Ӳ���{���������ᄩ�Ę�֬��Ϳ���ڶ��ӱ������@�N������ˇ���Σ�늙Cʹ���������ã����ӹ����l��׃��[5]��
�����@ЩĦ�����϶����ڸ���ͬ�ԡ��S������늙Cݔ�����ܺ�ʹ�É���Ҫ�����ߣ��˂��ڲ�����������Ħ�����ϡ�������늙C���|Ħ�������ԣ�����������A�y���и�����Ħ��������ʹ�������σ��ڸ���ͬ��[8]��һЩ�W��Ҳ�M���ˌ���о�����Փ̽��[9][10][11]�����nj��ڸ�����Ħ�������Ƹ���ˇ��Ħ���әC��δ�������о������ďij�늙C����Փ���l��̽ӑ������Ħ�����ϵă��ݣ����Ƹ�����Ħ�����������O�䣬���M���˳�����Ħ����ԇ��������D�ӏͺϲ���Ħ��Ƭ�OӋ�����ṩָ����
1������Ħ�����ϳ�����Փ
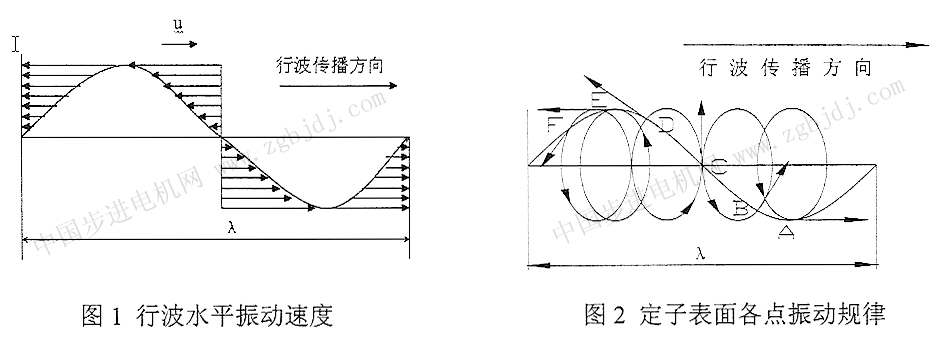
��늙C��ݔ������W=F��V��Ҫ�õ��^��ݔ�����ʣ���ҪF��vҲҪ�����ȏ��в�늙C���|ģ�͌���늙C���ٶȷ������ɈD1��֪�ڲ���̎�|�cˮƽ�ٶ�****�����о�λ��ˮ���ٶȞ��㡣
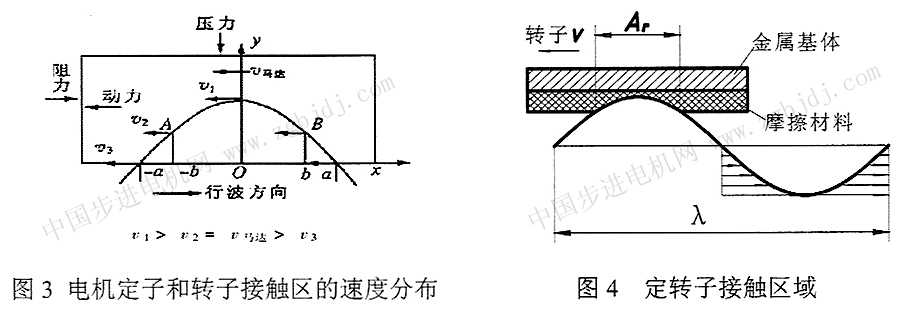
�ĈD2���Կ������ӱ�����c�Č��H����ٶ�Ƿ��������һ��ˮƽ�����c��ֱ���ٵĺϳɡ�
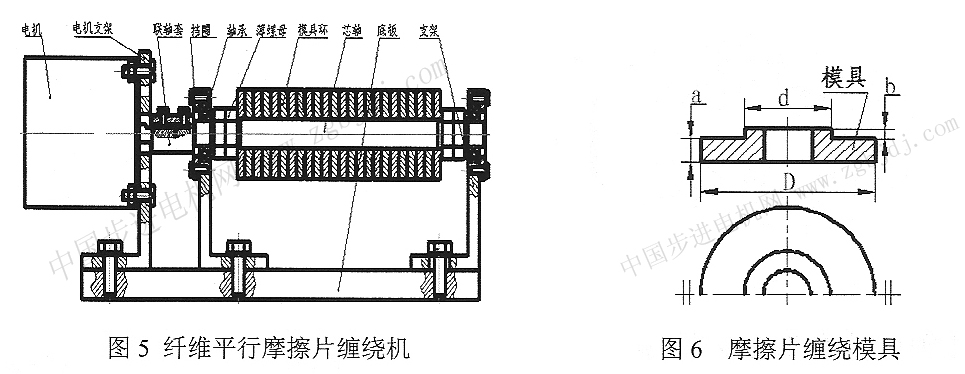
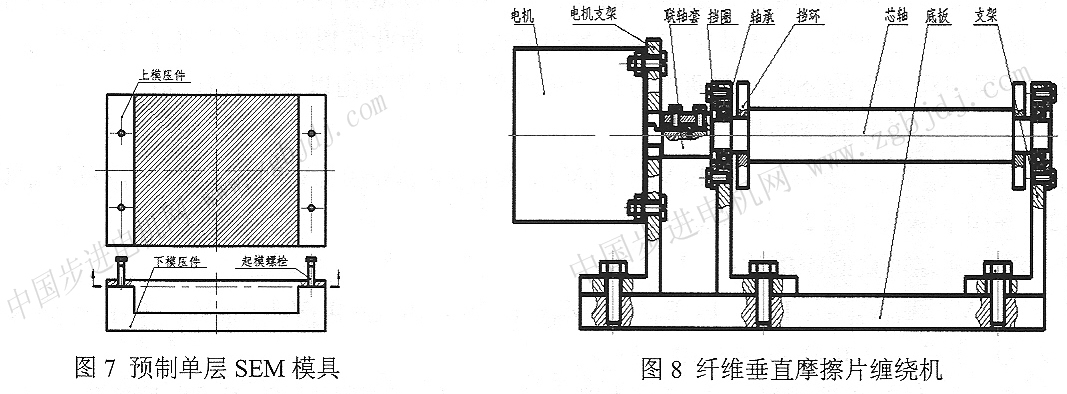
���Dz����c�ٶȲ����Ƕ��ӂ��f�o�D�ӵ��ٶȣ������D����һ�����A�����������c�D��Ħ�����ϴ�����һ��ճ���Խ��|�^�����|��e��Ar�������|�c��ӂ��f�o�D����һ��ƽ���ٶȡ����D3��ʾ����A���������ٶȴ���ƽ���ٶȣ������Ӆ^����A��������K�^���������λ��ӡ����|��eArԽС�����f���ٶ�Խ����Ħ������F=Ar���ɣ�Arڅ�����㣬FҲڅ�����㡣�������һ���m���|�^Ar����D4��ʾ��ʹw=F��V�� ****�����⣬���D�Ӊ���һ������r�£����|�^Ar�Ĵ�С�c��ֱ������ģ��Ev���ڷ����Pϵ������EvҲҪ��һ�����mֵ�����D����Ҳ��һ���������f�^�̣�����
�|�c��ˮƽ���ײ��Ħ�����ϣ����������غ�ԭ����Ҫʹ�����pʧ���㣬****����ȫ������ײ�����H�Dz����ܵģ�ֻ��ʹ����׃��ԽСԽ�á�
�ɑ�����׃�Pϵ��ײ���a���đ����Ƕ�ֵ������Ҫˮƽ������ģ��EH�m����һЩ���ֲ���̫�����̫�����������ĥ�p�������������֪�� Ev�cEH���������m��ֵ������֮�g��ǡ��ƥ���Pϵ�����܌��F��늙C��****ݔ�����ʡ������ϳ�늙C�������Կ�֪����늙C��Ħ��������ˮƽ(������)�ʹ�ֱ(�v��)�ɂ����������Ҫ���Dz�ͬ�ġ�
2����r��Ħ�������Ƃ�
���о�ˮƽ�ʹ�ֱ�ɂ�����ģ������늙CĦ�������ܵ�Ӱ푣�Ҫ�Ƃ����@�ɂ�����ͬ�w�S���еďͺϲ��ϡ������OӋ�����ˉ��ƆΌӏͺϰ��ģ�ߺ�һ�_�p�@�O�䣬ͨ�^���Q�p�@о�S��ģ�߭h�������_��һ�_�O��ɷN���á����É���ģ�ߺ��p�@�C��׃���w�S�cĦ����ƽ�л�ֱ�ķ���׃�w�S�c��֬�ĺ����������_���ͺϲ��ϵIJ�ͬ���ԅ�����
2.1ģ���p�@�O��
�Ƃ��w�Sƽ����Ħ������O����D5��ʾ�����ɿ��{��늙C���S�������bģ�߽M�����S���S�ɶ˸��Ѓɂ��i�o��ĸ��ģ�߽M�����S�С��S�Љ��w��֧�ܡ������_�M�ɡ�ģ�ߔ��������S�L���x��Ҫʹģ�߽M���ۼ��L�ȴ������g�S8��10���ף��Ա�ɶ���ĸ�܉oģ�߽M�����S�cģ�߃ȿײ����^����ϡ�ģ����D6��ʾ���Ƃ�Ħ��Ƭ�����ģ�߳ߴ�b�Q����ģ�߳ߴ�aҪ��
�C�p�������֬���w�S��ģ�߲��l��׃�Σ�Ħ��Ƭ�⏽��ģ���⏽D�_�����ȏ���ģ�߃ȏ�d�_����Ħ��Ƭ�ֲڶ���ģ�߃ɂȶ���_����
�Ƃ��w�Sƽ����Ħ������O����D7��8��ʾ������Ҫ��SEM(Ƭ��ģ����)�A��ģ�ߺ��Qо�S�ľ��@�O��M�ɡ�SEM�A��ģ������ģ��������ģ��������ģ��˨�M�ɡ������a�w�S��ֱĦ��Ƭ���O���������a�h�@ʽĦ��Ƭ�O����A�ϣ���ȥ�D5ģ�߽M�������Q��о�S�����@SEMʹ�w�S�c�Sͬ���_��һ�N�O��ɷN���á�
2.2�w�S������֬��Ħ��Ƭ�Ƃ�
2��2.1�w�S�h�@��Ħ��Ƭ
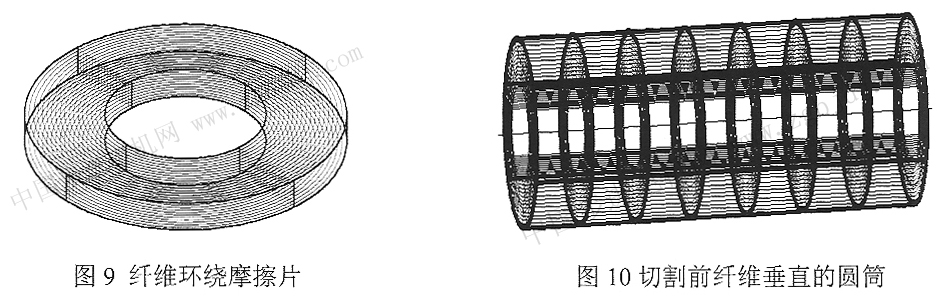
(1)���|�w�S��ģ�߱����A�Ⱦ���ͿĨ���ͻ�Óģ�������ڽ����^��֬��һ���p��ģ���g϶���w�S���g���ֽ����ژ�֬ʢ���С��{��늙C�D�ӣ�������֬���w�SһȦȦ�p��ģ���g϶�ɞ�Ƭ��w�S�p��ģ���⏽�������w�S��(2)�����p�@�w�S��ж���Sģ�߽M����������Y�t�й̻����̻��ض�170��c���r�g24С�r���Ƴ�Ʒ��D9��ʾ��
2.2.2�w�S��ֱ��Ħ��Ƭ
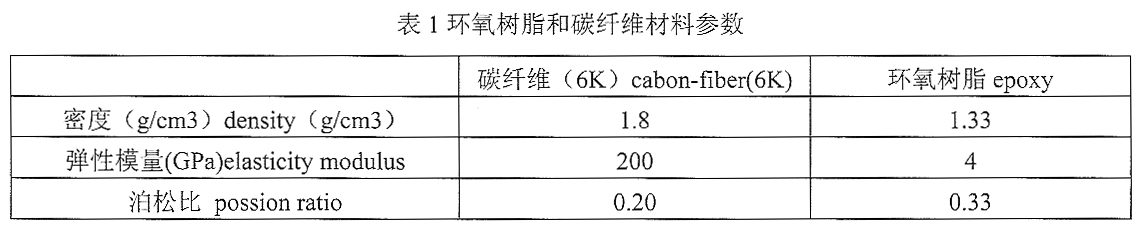
(1)��������������w�SƬ���A���ϡ����w�S������֬�ͺ��������ģ�������L�ȣ�������ͬһ����Ό����в��M�ی�������ቺ�C�ȣ���֬����һ���ļӟ����ضȺ͕r�g��ʹ�ΌӲ����_��һ���Ĺ̻��̶ȼ��M�벿�־ۺϵ��A�Σ��γ�һ�NƬ���ɑB���A���ϡ����10��犺�����ģ������0.1Mpa����һ��犡���ж���ӟᡣ(2)�������w�SƬ���A���Ͼ��@��о�S�ϣ��w�S�����c�S����ͬ��늙C�D�ӣ���һƬƬ�A���Ͼ��@���Դ��ڵ�����Ħ��Ƭ�⏽�ߴ磬�Ա���m�ӹ����Bͬ�Sһ��ж�£�����ӟ�t�ȹ̻���(3)���̻����͵Ć���Ͳ�Ϗ�о�S��ж�£���܇��܇�������⏽�ߴ磬���ڃȈA��Ƭ�C�����Ƴ�����Ħ��Ƭ�ĺ�ȡ��и�ǰ���w�S��ֱ�AͲ�ͺϲ�����D10��ʾ��
���������췽ʽ��֪���ɷN�����õ��ďͺϲ��ό��ڙM�^����ͬ�ԵIJ��ϣ����ڴ�ֱ���w�S
�����ϣ������Ǹ���ͬ�ԣ��������������Ǹ�ͬ���Եġ��ɴ˿��Ժ������ڴ�ֱ���w�S����Ķ��Sģ�͡��������^���W�Ĺ�ʽ���ڃɂ������ϵď��Գ����քe�����¹�ʽӋ�㣺
(1)�����w�Sƽ�е�Ħ��Ƭ��
(2)�����w�S��ֱ��Ħ��Ƭ��
����E��ʾ���Ϗ���ģ����v��ʾ�w�e�������̱�ʾ���ɱȣ�G��ʾ����ģ�����½ǘ�h��ʾ�c�w�Sƽ�з���v��ʾ�cĦ�����洹ֱ����f�����w�S��m�����֬���w�����Գ���Ӌ��Y����D2��ʾ��
̼�w�S��ֱ�ڶ���Ħ��Ƭ�����LͲ��ͺϲ����ڃȈA�и�C����ĥ��O��6��1��1-4��1��8���Ƭ����ϣ�������ԅ���������ͬ���քe��̖��l#��2#��3#��4#�����w�Sƽ���ڶ���Ħ��Ƭ�����w�S������֬���h�@��ģ���g϶�Ƴɣ�ÿһƬ�ď��ԅ��������M��ͬ���w�S�h�@Ħ��Ƭ��ȷքe��04��O 6��O 8��1���քe��̖5#��6#��7#��8#����ɴ��Ħ��Ƭ���⏽�̓ȏ�����36mm��18mm��
3������Ħ�����ϵ���ԇ�
3��1ʹ�����ܜyԇ
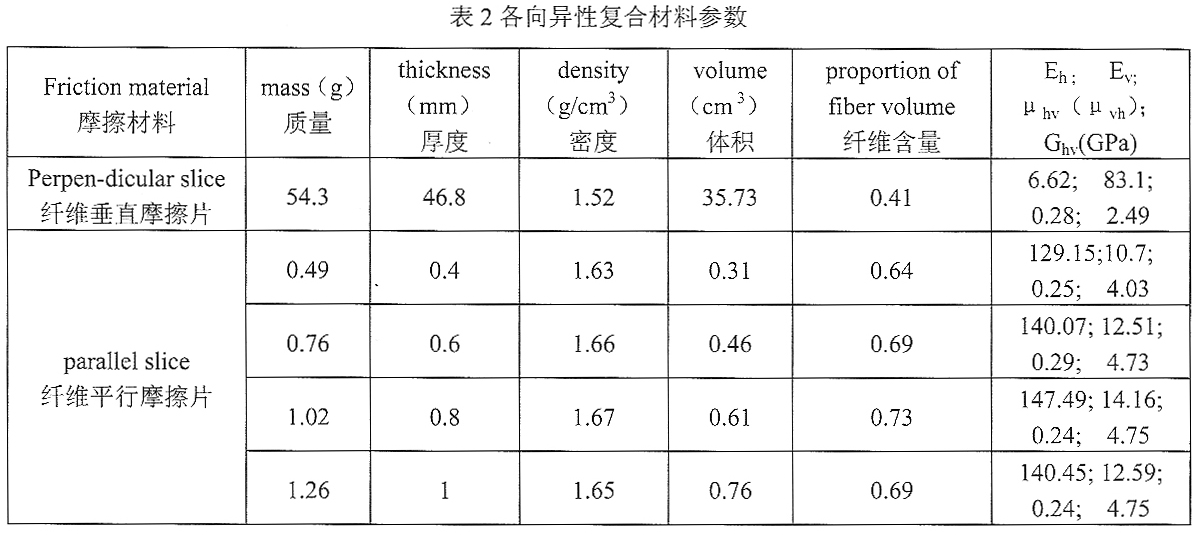
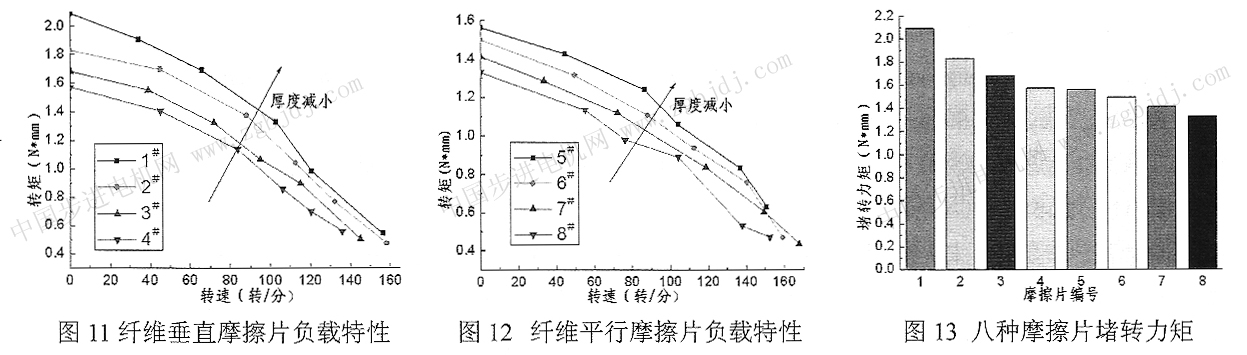
����ͬ�w�S���з���ͺ��ճ�N���D���ϣ��丱�����~���ӣ�ԇ�ǰĦ��Ƭ�Ͷ��ӱ����ĥ����ͬ�ֲڶ�ֵ�����в���늙Cԇ��_������ͬ���A�����ͼ���늉����l�ʣ��yԇ�˃ɴ���˷NĦ��Ƭ��ؓ�d���ԣ�ͬ�rҲ�õ����D���ء��ɴ��Ħ��Ƭؓ�d������D11��12��ʾ�����ڃɴ��Ħ��Ƭ�������S��Ħ��Ƭ��ȵĜpС����ͬ�D����늙C�D����������ͬ�D���£��D�������S��Ħ��Ƭ��ȜpС��늙Cʹ�ù������ӡ�����11��12�D�����Կ����w�S��ֱĦ��Ƭ�ľ��и��õ�ݔ�����ԡ����D������D13��ʾ�����ڃ��Ħ��Ƭ�S����ȵĜpС�����D�������ӡ��w�S��ֱʽĦ��Ƭ���и���Ķ��D���ء�
3.2Ħ���әC��
��늙C������ݔ�����������ӱ����γɵ��в��\���c�D��Ħ��Ƭ���|Ħ�����M�еģ��D��Ħ����Ҫ�a��һ����׃�Ρ����A����P0��ͬ�r���ڴ�ֱ��Ħ���ӱ������ڏ���ģ���ͺ�ȵIJ�ͬ�a����׃�����IJ�ͬ���ɺ�����Ħ���ӏ�����Փ��13]���ڴ�ֱ�����Ϗ���ϵ��Kv=Evdsv��dHv��ˮƽ������ϵ��Kh=EhdSh/dHh��ds����|��e��׃����dH��Ħ������׃�������OĦ������ĄӑBĦ��ϵ�����d���������|��Փ���ڏ���׃�η����ȣ����O��ֱ���|������fv�cĦ����׃���������ȣ�����Ħ����fh�M����Ħ�����ɣ������У�
ʽ�У��Ǟ鶨�ӱ����|�c��ӿv��λ�ơ�
��2.3��������֪���w�S��ֱĦ��Ƭ��Ev������ͬ�����Ǻ�Ȳ�ͬ�������ֱ�����Ϗ���ϵ��Kv�S����ȵĜpС��������1��4̖��ͬ�Ħ��Ƭ��������ò����ͬ����dҲ���������ͬ���ɹ�ʽ(1)(2)����Ħ����fh�������Ԍ����w�S��ֱĦ��Ƭ���S����ȜpС��ؓ�d׃�����w�Sƽ��Ħ��Ƭͬ��Ҳ������ԭ���ገD12�������ڃɴ�IJ��������ܵČ�����Ҫ�������Ħ��ƬĦ���������ò��ͬ�������w�S��ֱĦ��Ƭ���w�S�cĦ�����洹ֱ����ӑBĦ��ϵ����d�h�����w�Sƽ����Ħ�������5-8̖Ħ��Ƭ[14]�����ڃ�����ڲ��ϵď��Գ����̈́ӑBĦ��ϵ��(�༴������ò)����늙C��ؓ�d���ԺͶ��D������Ӱ푕r�����ϵĄӑBĦ��ϵ����늙C��ݔ������Ӱ푸���һЩ��
4�YՓ
1)���Ƴ�������Ħ�������Ƃ��O��̓ɷN�����Ƃ䷽����
2)�Ƃ�����ͬ����Ħ�����ϣ��w�S��ֱʽĦ�����ϱ��w�Sƽ��Ħ�����Ͼ��и�������ݔ}H���Ժ��^�ߵĶ��D���ء�
3)�ɴ��Ħ�����϶����S����ȵĜpС��늙Cݔ������׃�������D����׃��
4)�����w�S��ֱ���w�Sƽ��Ħ��Ƭ�����ϵď��Գ����̈́ӑBĦ��ϵ��(�༴������ò)��
��늙C��ݔ��������Ӱ푣����в��τӑBĦ��ϵ��Ӱ푸���
|