�����F���}�_���ӳ̿�ϵ�y
������������ͨ�řCе�S��
1����
���������_��ķ�¹�˾��TL�Ϳp�x�C늄әC���䶨���F�ĵľo��ϵ���÷��ܻ��O���ӷ������҂����Ƶ�TE��늙C�����F�ģ��������u�O���ԄӚ�º��������������O�了�Σ��������յ����c���S�����a�IJ���lչ�����ڮaƷ������Ҏ�����࣬�F�ijߴ������sС���������|������˸��ߵ�Ҫ��֮�F�IJ��Ͽɺ���ƫ����p���ٵĸߺ����������F���w�Џ������ã����������Ժ��g�ԣ������γ����������Ʒ���L��A��ͻػ���ԡ����m�����H���裬�_�������|�����҂��ĸ��M���ӹ�ˇ���O�����֣������˻�Ϛ��w���o�}�_��������ͬ�r����������������ٶȺ�늻��L���M���ˌ��r�]�h�ij�����ƣ�ʹ�@һ�¹�ˇ�������ơ�������Ҫ��B�����C��������������ٺͻ��L�ij̿�ϵ�y��
2ϵ�y�Y��
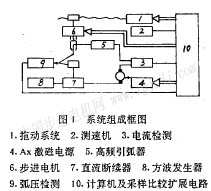
ϵ�y�ɺ�������·���}�_����������ٶȺ�늻��L�������������]�h�����·���C���C�Լ������ƹ��D���b�ú͙Cе�A�ߵȽM�ɣ��D1����
2��1 ��������·��Ax��l-300-l��ֱ�������C���ɿع�ֱ�����m����Şһd���l�������������l������ˮ�亸���M�ɡ�
2.2���Ӵ��ȿ���ϵ�y�ɺ������ߌ�܉��S569ֱ���ŷ�늙C���p�������y�ٰl늙C���c֮���ľ��w���{���Դ���ӿڰ塢�Uչ�·�ȽM�ɡ�
2.3�����������ϵ�y������z�y���������ӿڡ��Uչ�·�ʹ��ʾ��w���{���·�M�ɡ�
2.4 늻��L���{��ϵ�y��늻�늉��z�y���������ӿڡ��Uչ�·�����M�C�Դ���h�η����������M�C�ȸ߾��șCе����ϵ�y�M�ɡ�
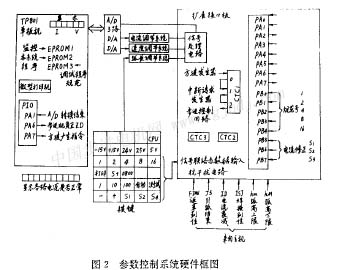
2.5 �C���ֵĻ����b�ã������C��TP -801�ΰ�C��8086CPU���r����l2MH��PROM��Ƭ�I�P����λ���a�@ʾ���ӿڰ塢�Uչ�ӿڰ塢��ӡ�C�ȽM�ɡ���������ϵ�yӲ����D��D2��ʾ��
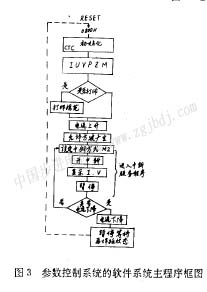
2.6���ɔ_�����l�����ɴ�Ҏģ���ɕr��·���}�_�|�l�·�M�ɣ��Д�Ո��l������ϵ�y��Ӳ��������ƞ�MC-3�Ϳ��ƾܣ�ϵ�y�ęCе�A�ߞ�Ɍ��F�ԄӺ���ֱ�������\�әC�M�����D�\�әC�M����������ϵ�y��ܛ��ϵ�y�������D��D3��ʾ��
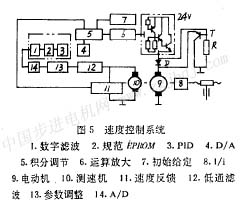
�C���ƣ���Dd��ʾ���D�б������������������Ă������ɘӣ�����̖������Դ����V����������ϵ�y�{���·��ͨ�^ģ���D�Q���M������������ϵ�y�{���·��ͨ�^ģ���D�Q���M���C���ٽ����W�V��̎�����c�˜ʽo��ֵ�M�б��^����PID����ģ�D�Q�·�������������\��Ŵ��ʷŴ��·����K�����{���·�д������O�ܣ����F����������Ŀ��ơ�
3����ԭ��
3.1 ��������Ŀ���
���ڱ�ϵ�yʹ�õ�Axdһ300-I��ֱ�������C���ԣ���������Ŀ�������������ͨ�M���{��������OӋ��һ�״��ʾ��w�ܼ��Ż�·���������C�ɘӷ����·����ȡ���ֹ��{���ĴɱP��裮���F�˺�������Ĕ��֞V��IO.Ҏ��EPROM l1���g�a��l2. D/A��
3.1.1 ��ʼ�o��ֵ���O�á��鱣�Cϵ�y�ڿ���������r����������·��һ��ʼ�������������Ҫ��ϵ�y�O�ó�ʼ�����50.4���˕r�����{���·��ݔ��늉���̖���㡣
3��1��2��������ĺ��x�����·���Ƶĺ��������ָ�}���������ֵ��������������L����ϵ�y�������ɘ���̖Դ��
3.2�����ٶȿ���ϵ�y
�����a�к����ٶȲ������������˾W�������⣮�Cе����ϵ�y�ĸ��N�������ص�׃���Լ�Ħ��������׃��Ҳ����Ҫ�����أ��@Щ���������÷������k���ǟo����Q�ġ���ϵ�y�����OӋһ���W��׃���a���ؿ�ľ��w�ܷ����{���·�⣬߀�e�OӋ��һ�e���{���·�������ؓ�d���،��ٶȵ�Ӱ푣���ϵ�y�Üy�ٰl늙C�����ٶȷ����IJɘӂ��������ٶ�ϵ�y����ԭ��Ҋ�D5��
3.2��1 ��ϵ�y�����C������Ȼ��һ���]�h���ٶȿ���ϵ�y����鮔�����ٶȵij�ʼ�o��ֵ�\�Еr���ٶȷ����ķe���{���·���ܰ�늉���֨�ӻ��������׃��������ٶ�׃������ݔ�����w���{�ٶ��·�����M���{���������C���ƺ����Mһ����ߺ��ٷ������ȵ����ã����܌��F׃�ٺ���֮Ŀ�ġ�
3.2.2�鱣�Cϵ�y������늄әC��ؓ�d�^�����r�¹������D���^�ߵĠ�B�DZ�Ҫ�ġ�
3.2.3 �ɶ��O��D�����O��T�����R�M�ɵ��·���������Ǯ�늙C�D�ٸ��ژ˜�ֵ�r��D�܉���������T�܌�ͨ��ʹ늘�늉����ٽ��ͣ����D��څ��ƽ����
3.2.4 ����C�����鱣�C�����ھW��38017���ӵėl���¡����ٵ�׃�����˜�ֵ�����ڜy�ϙC����늉��ķ������Dz��ɺ�ҕ�ġ���鮔�W�����ӕr���y�ٙC����늉��IJ����DZ�Ȼ�ġ��˕r늘�늉���׃�����ھW������������׃���Ļ��A���������˜y�ٙC�D�ٲ�����׃�����أ��@һӰ�����Ҫ�O���ų���
3.2��5��ϵ�y�ڿ���������r��ֱ�p���ӵ�
��ʼ�o���D�ٞ�70r��min���˕r��ϵ���{���·���M��A/D�D�Q�·��늉�ֵ���㡣�����ӿ�����ʹ늘��D�ٞ�325r��min�r���M��AlD�D�Q�·��늉�ֵ��+5v���@�ӣ��C������70��325r��min�ķ����������{���ٶȣ��䃞Խ�����ڿ��Բ��Ӹ����ʹ��8λAlD��D/A�ӿ��D�Q�·�塣
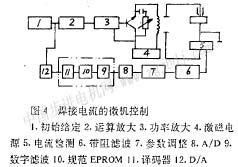
3.3늻��L�ȿ���ϵ�y
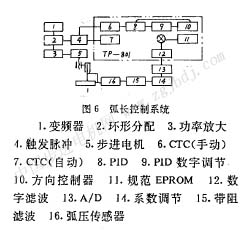
�����}�_TIC���Ӷ��ԣ�늻��L����Ӱ푺��p�|����һ����Ҫ���ء����F���L�Ă��y�������Ԝy��������׃��ȥ���ƻ��L�����}�_TIG���ӗl���£������}�_���im�ͻ�ֵ���ij�ڽ��湤�������Ի���U��Ҳ�ڲ����׃���������L�s�]�аl��׃�����ڴ���r�£������û�����̖���黡�L���{������������회������ĸߵ̓ɂ���̖�M��ͬ��̎�������L����ϵ�yԭ��Ҋ�D6�����L�{��ԭ���ǻ�ֵ����a���ĵ��ƽ������̖����ͬ���ɘ�̎�����c�˜�Ҏ��ֵ�M�б��^���ж�������������ؓ�Ŀ�����ݔ���}�_�|�l����ͬ�r����CTCӋ�������}�_��̖���h�η��������ʷŴ���M�벽�M�C�����M�Cÿһ������cTcӋ���������M�C�D�ӵIJ����cCTC���벽������r��CTC�p���㲢�ԄӰl�����}�_Toʹ�ܰl�}�_ָ��Ĵ������㣬���M�Cֹͣ�������ڴ�ϵ�y�Б�ע����ǣ�늘O����ֱ���Ͷ˲��A�Ǵ�С����������Ҳ����Ҫ�������b���g϶���b����һ���Ԍ��۳����Ӱ푺ܴ�t����ɻ��L�����е�׃����
3.4�ɘ�ͬ����̖�l����
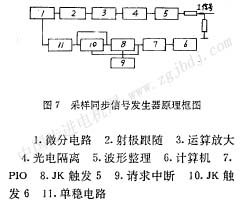
�������Im�ͻ���U����ͬ�l��ͬ��λ���}�_��̖�����������ܕr���}�_���Im���ۻ��������ô����Դ_�������ܕrIm�M�вɘӡ����������f������ؓ����l�^С������\�������������������Դ_����ؓ���܌�����U���M�вɘӡ����˜ʴ_�،�������������M����ؓ���ܲɘӣ�����Ҫ��һ���c������·����R�ķ�����̖�����C�R�e��ؓ����֮�á��ɘ�ͬ����̖�l����ԭ��Ҋ�D7������ͬ����̖�a�����^���nj����κ�����
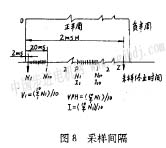
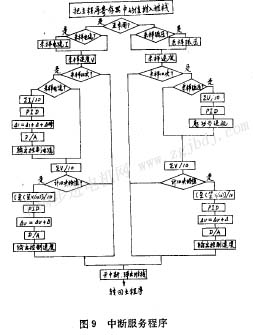
���ηŴ���ͨ�^��O���S�������·�͆η��·�a���c������������غ��½��طքe������խ�}�_�����@Щ�}�_��̖�քe����JK�|�l��5��6���|�l�ˣ�����ͨ�^߉ʽ��FB-Q��Q6+Q��Q6����ʾ��߉�·�a���в�ͬ����̖��������̖����Pl0��PAM�˹��C�R�e��ؓ���ܣ�ͬ�rҲ�����Д�Ո��l�������LJ�����Ƹ���������ؓ�����ϵIJɘӳ������Ĺ���ԭ���ǣ������������غ��½���һ����CTCi���_ʼӋ�r��ÿ��һ���r�g�a��һ���Д�HR�ճ���ܛ��������ָ������̖�ɘӲ�������̎�����������ą����{��ϵ�y���ɘ��g���İ���Ҋ�D8���Д���ճ���Ҋ�D9��ֵ��ָ�����ǣ������ɘӅ^�gҪ�M�����_�����غ��½��أ�������ɘӕr�g�����ڲ��α��^ƽ���ą^�Σ��oՓ�Dž���I��߀��U�ߺ�V�ɘ��c�����^�࣬ݔ�������l�ʲ����^�죻�����ɘ��^�̲��S�����°��ܡ�
3.5�Д�Ո��l����
��α�����l�߉�(300kH��3kV)������ԓ�l�������C�����¹��������������ǽ�Q�����l�ɔ_�^�̌��CӲ��������Ɖĺɔ_.
4 �ՙC�������}�_TIG���Ӹ��l�����^�̺͌��r�������Ƶļ��g�y�}����˲�ȡ�����´�ʩ�������������댣���ӵؽ��ٺЃȣ�������·�h�x�C����Ӳ�����C���l�������g���вɘӼ����ƾ�·���rÓ�x��������·���Ա���p���CӲ����������·�ڸɔ_Դ�M������·���P�I��λ���ոɔ_���r�g����_�ɔ_��߉���i�ɔ_���ɔ_�^���Ԅӆ��ӳ����OӋ�����l�ɔ_�ļ����·�}�Д��m�|�l����
5�Y�Z
�C���ƵĆ��_�}�_TIG���C�����C���ƵĶ��_�}�_TIG���C���l�����r���C���r�������ܸɔ_���C���������ɿ����ھW��380Vʿ�ٷ�֮10��15���ӗl���¸��������ƾ��ȣ��}�_���I���{������50��305A�����ƾ��ȣ����LL�{������1��2��5mm�����ƾ��ȣ����ķ����`���Ȟ�0. 0019V���Cе���Ӿ��Ȟ���0.Olmm�������b���g϶�����b�A�`�
�����īI
I��������늙C��1 984��4
2��������늹����g�s־��1988.8
3�����X�g���Ԅӿ�����Փ���Cе���I�����硣1979
4�P�����Ⱦ�����Ӌ��C�����á��Cе��ˇ�����磮1983
|