�B�b���Ƭ�F�ĵĚ廡����ˇ
������݃x��늙C�S��
�S�����������С�͡����طN늙C���a�İlչ���ö��Ԛ��w���o늻��M�к��ӣ���늙C����ИI�õ�����V���đ��á���������Ԛ�����鱣�o���w�Ě廡���ѳɞ���Ƭ�F�������^����һ�N�^���M���^����Ĺ�ˇ�����������Єڄ����a�ʸߣ����pƷ�|�ã������Ԅ��B�m���a��һϵ�Ѓ��c�������S������ȡ�����y�Ŀ�Ƭ��Ƭ�g龽ӵȷ�����
1 �廡����ˇ�ă��c
a���������㣬���B�ӌ�10��Ƭ�F��һ�ε��b���ӣ����aЧ�ʸߣ��ܱ��C��������Ҫ�ęCе���Ⱥ̈́��ԣ�
b���廡�������ğ����^���У���Ӱ푅^С������׃��С�����p�OӋ��������ˇ����Ҏ������ʹ�����ȑ���С���rЧӰ�����
c�������кܺõ����w�ԣ����C������λ���������늙C�\�Еr�F�ęCе�������
d�����p���^�õĿɲ��ԣ����F���}���Է���2��3�Σ�
e�����p�����õĚ����ԣ����m���ܷ�늙C�⚤���ӵ�����h��ʹ��Ҫ��
늙C���a�в���늻�������ֱ���廡����늘O�����u���������з����Ե��Q�u����늘O�ں������m��һ�����l�������ۻ����@�N�����^�ٵĚ廡�����݇����á�TIG����ʾ���ԅ^�e�á�MIG����ʾ���ۻ��O�廡�����á�MIG���r늘O������늻���늡����ڹ������p�^�⣬ͬ�r�����ֲ����ۻ����麸�p�������ϣ����ԃ��ߺ��p�OӋ����ˇ�����^��IJ�e�� ��
2ֱ���廡���O�了��
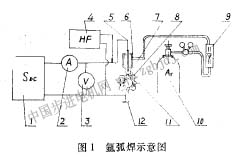
�D1��ʾֱ���廡����ʾ��D���1�������ԣ��������ԣ��ɿص�ֱ���Դ�����ǎ��ŷŴ����Ĺ������������ʽ�������Ԅ�ֱ�������Դ��2��3��O�y�õ�ֱ�����늉�����4��������ȼ늻��ĸ��l��ʎ�������l�����늘O�c�����g���l��늽�ͨ���ӻ�·�����Д���l�Դ��5 �麸�D1봻���ʾ��D�����ĵ��u�U늘O����ؓ�O���������ӕr���������С�x��ͬ�ּ���늘O�˲���ĥ��һ���Π�ͽǶȣ�6���Á�A���u늘O�ĺ��������gͨ�Ԛ���������o�۳ؼ��丽��ĸ�����ܿ՚����u�������C늻��ښ�����з���ȼ����7��늘O���c�����g�a�������늣��Q��늻���8 �鹤���������O���@�N���ӷ����Q�顰���O�Ժ��ӡ���9�鸡��ʽ����Ӌ�����ԱO��ͨ�뺸���Ě��������10�鱣�o���w���ƿ��****������150kg��cnr (1500MPa)�����˜ʑ���Ϳ�����ԅ^�e��������ƿ��11��������12��ӵؾ���
ֱ���Դ�����w�Ǿ���E���F�ĵĴŷŴ�����wj��Сֱ��������ƣ��o���{����ֱ�����׃����늙C�����F�Ě廡���������С��200A����������H���ٺ�����������
3�廡���Ĺ�ˇ���A
3.1 ��Ᵽ�o��
���Ԛ��w���o늻���������늙C�F�ĺ��ӣ�늙C������ѷe����һЩ��ʹ�����Ķ��Ԛ��w�ǚ�⡣�ú��ⲻ�H�ɱ��^�ߣ����������y���Ƕ��Ԛ��w�絪�⡢���Ͷ�����̼�m�@�ú��^������������䓰�C���ĺ��ӡ���CO��������F�ĕ���ɺ��ھֲ��M��̼����Ӱ푙Cе���ȣ�Ҳ�Ͳ��a�����ȱ�ݡ����ӕr�廡ʮ�ַ�����늻��������У���Ӱ푅^С�����Ժ��m�ϯB�b�F�Č��ߏ��ȡ����⑪����ʹ�F��늴����ܸ�׃С��Ҫ��
3.2늘O
���ۻ��廡���е�ꎘO�����x���Z���ضȺܸߣ��γɟ���Ӱl�䣬������늻����g�l����ӣ�����늘O����Ҫ���ֲ��ۻ���B�����Ҫ����ꎘO���ϵĽ��پ������c�ߡ����l�ͺͰl����������������|����ʹ�ݳ���������½�����Ӱl��ȼ��u�ߺܶ���Q�u�z����Q�u�z������ן�����z�ԫ@�õİl��Ч�ʣ��������g�aƷ���Q�u�U��������늘O���������������ܡ�����l�F���Q�u�U�ڻ��������l���������侀���Q�ۉm�����ڿ՚��У��������w�γɃ����䣬�Q��oc�侀��˥�ڷdz��L�����˽����к�������Ӱ��I���ܣ������ԇ������Q�u����늘O������u��Ҳ�кܺõğ���Ӱl���������m�ɱ��^�ߵ��]�з����ԣ�����ϡ������Ԫ���M���۳غ��p���ܸ�����������u늘O��������廡�������w��xݗ����С��100�����Բ��؞�������ֺ������n��
3.3������
�F�����a�������O�Բ��ۻ��u�O�廡���������cֱ�������Դ���O���B�ӡ�һ��늻�����늘O�|�����������늣�����·����ܴ��c������������g���^��ͻ׃�������ں��p�|�����O�������
���ø��H늉��������g϶�����ڸ��l늻���늘O�c�����g����늵Ŀ՚⣬������x�����x���Z��ꎘO��ʹꎘO�ض�Ѹ���������ܰl�������ӣ�늻��㱻��ȼ�����l����m��һֻ���εĻ�ʽ�������s�����ď��ȣ�������ȼ�����Д���l늣�Դ���ո��l���ºͻ����늶����a���������������w�к���횲����m�����L�ֻ����ƿ��ֵȷ��o��ʩ��
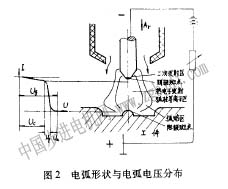
�D2��ʾ��늻��ɂ�ͬ�ą^������D�����g�ǟ���x�ĵ��x�Ӆ^���h�@���Ļ���^�Ȱl�����x�Ӻ���ӏͺ��γ�ԭ�ӡ��廡����ꎘOλ��U��С�ښ��w�����λU������x�ǚ��w��x��ԭ����x����Ҫ��ʽ���������ڻ����^��Ӻ���������֮�g���^�����ײ�������ԓ���g�Ĝضȡ�
������늻��L�ȵ���Ҫ���֣��@���^�������c���x�ӵĝ����һ�ӵģ������ַQ�B�b���Ƭ�F�ĵĚ廡����ˇ���x�Ӆ^�����������õČ���ԣ�����늉� ���ٸ��ٺ��Ӻ����Ț廡�á�P�^С�������λ�ֲ�����ֱ�������UP�c�����L�ȳ����ȡ����L2.5mm������10.9V������200A�����x�Ӆ^�ضȿ��Ը��_5500k���ϡ���֟���x�ĽY�������H�ų������x��������ӄ��ܣ��ڻ����^�ܟἤ�l�Ě�ԭ�ӻص�������B�rҲ�ų��������@Щ������һ�������B�m���V��ʽݗ�������Ҋ���Ĵ��۰��������B�m���V��һ���֣�߀�п���Ҋ�Ĺ⾀�����^�������⾀���䏊�ȴ�����ͨ늻����Ĕ��������ԕ�����۸ɺ�Ƥ�w��¶���ְl�t����ÓƤ�������r����ȡ���λ����ʩ��
���ײ��ꖘO��ꖘO���@�õĿ�������ꎘO����������ù��������O�����O�Ԛ廡����늘O�������O��늘O���ן��ۡ�ʹ���ӟo������M�У�����ͬ��ֱ��늘Oؓ�O�ԵĹ�����������O�Ե�1��4��l��6�������廡��늘Oͨ�^�������������ֱ�������c����֮�g��
�D3��ʾֱ�����Ӳ��ۻ����u�廡���廡���L��׃�r������׃�������O�ӹ��Ƭ�F�ġ��D3�����岻�H�Ⱥ�������x���������ڽo������£��廡����늉��͡����L��׃����늉�׃��Ҳ���^С�������ʹ���ֹ������r���LżȻ��׃�廡�ܷ�����늻�����ݔ��׃���^С�������^�����ߌ���
4�廡��������ʽ���OӋ�c��ˇ
늙C���Ƭ�F�ĵĺ����cһ��Cе���x���㲿����ͬ�����nj�ɢƬ���b�ӣ������_���b���������p���̽��F�ě_Ƭ����Ҫ���Cһ���ęCе���ȡ������⣬߀횱��C����γߴ����λ������ψD��Ҫ���p�ɂȲ����S���N��
4.1�����
����λ�õĴ_�����Π��OӋ�����C���Ӽ���s����ɲ���������С����λ����γߴ�׃����С���ɈD4��N�_Ƭ�M�б��^��һ��65mmx 65mm�����F�ĺ��p�����x�ɗl����120mm���¿������ėl���p������120��150mm���������l���p�����pλ�õİ��ŵĻ���ԭ�t�ǣ�Ҫ���F�ğ������^�c���������w�ܾ��Ͼ���ֲ������C���Ӱl���������sɢ��r���w�e��Û�տs��������ɶ��Ӄȿ�ʧ�A���D4��N�F�ĵČ��� 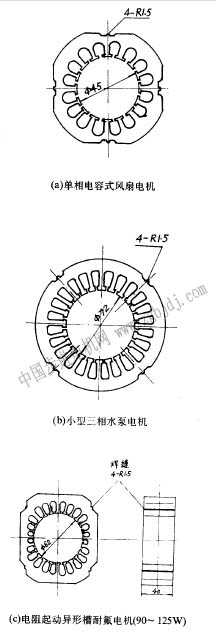 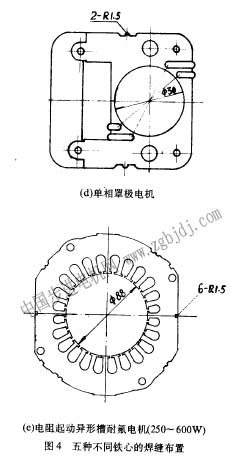
(a)�������ʽ�L��늙C
(b)С������ˮ��늙C
(c)������Ӯ��β��ͷ�늙C(90��125W)0.02mm(�ȏ�40��66mm)��
(d)�����֘O늙C6-12f.s
(e)������Ӯ��β��ͷ�늙C,(250��600W)
�D4��N��ͬ�F�ĵĺ��p�����С����ֹ����ӡ����Ԅӆοp����ֻҪ�����r����혴��M�У�һ�ӿ��Եõ�Ʒ�|����Ҫ��ĺ�����ֻ���ٶ��^����
4.2�ɷN���͵ĺ����Π�
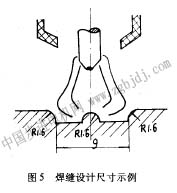
�D5�Ƕ�N�F����ͨ�õ�һ�N�����ΠԓU�ι�ˇ�����g�p��Aͻ����돽R=(0.3��0.5)��d���u����u��ֱ�������۵�Ŀ���DZ��C���o���w����Ĺ������g��������ɢ�������γ��۳غͺ��p��
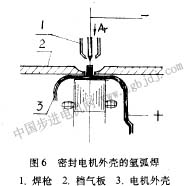
���廡�����ں���ȫ���]늙C08F -�䓰��⚤�r�����ú��ӕr���b����壨Ҋ�B�b���Ƭ�F�ĵĚ廡����ˇ�D6�������������~���ϡ�����������Ҳ�Ǟ��˷���ĺ������������Ě�⣬�������۳ظ����γ����õı��o�^�����ӱ���������ɢ����e������sС�����������^��
4.3������ˇ����
�廡����ˇ����Ҫ���ǚ����������������������ٶȡ�
4.3.1��������c���ӹ������
�ֹ��Ͱ��ԄӚ廡������ֱ��һ���8��14mm�����ڵ������g���x�s�麸��ֱ������СЩ���@���ڲ����r�������õı��oЧ�����ֲ����K�����^�캸�p�ij��Ρ�
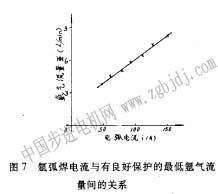
���ӕr������늻��ضȺܸߣ��������|�c�П�_�ӵ����ã����Ɖı��o���w�Č����ԣ�ʹ�՚������M�뺸�Ӆ^���������ض����ߣ�����ճ��ϵ���Ӵ�ʹ���Z��׃С�������w�������з������á����֮�£�����ǰ�ߵ����Þ�������늻���������r�����Ӆ^�������ӣ���Ҫ�������Ӛ���������ܱ��C���õı��oЧ�����箔�������100A�r����������s��6��8L��mm��ÿ����10A�����w�����s������0.5L��min��Ҋ�D7��
4.3.2��������c��������
����������S�������p��ʽ���F�ĺ�ȣ������������ό����Ե��������|����ͬ�ġ������ٶȴ�r���������ҲҪ��Щ������ɺ��ӡ��ֹ��廡�����պ������ױ���늘O�c�����g���x���������Ƅ��ٶ����x����һЩ���Ա����ס���L����������������СЩ�������ԄӚ廡���������������ӡ�ͨ�⡢����������������������趨Ҏ����ͬ�r�����������Ԅ��M�o���Ԅӿ���һ�����L��������������������½���Ϩ�����Д����ͨ·�����Ĺ�������ɱ��ֹ��廡����һ���������ٶ�Ҳ�ߣ����ԄӚ廡�������ٶȺ������������֮�g��
�����ٶȵĴ_�����ȸ������p��ʽ�ߴ硢�F�ğ������x����������͌����^ʡ�Ě����������ʼ�r���\���ٶ��Կ죬��ȼ늻����ٰ��ٶ������{С�����۳ص��ی���
�ڹ����OӋ���p���ȕr����m������һ����������£������^���������ی�������ʹ�ۿp�M�����Ģ������p�����~�[�y�g�����@�ôֲڣ���Ӱ푅^������^��ăȑ�����׃�Ρ�
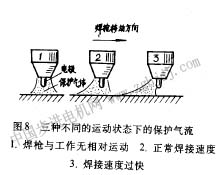
���ӕr���������p�c���������\�ӣ�����������ı��o���w������՚��������Ƅӷ����ϱ��o�����½����S�����ٶ������o���wƫ��һ߅��ʹ�۳صò������o����D8��ʾ����ˮ������ٶȕr�������������w����������߱��o���w�ġ����ȡ����������^���γ������՚�����۳أ����m���䷴��
һ����llOmmx 90mm�B��40mm���ҹ��Ƭ�F�ĺ�����D5�ߴ�U�ι�ˇ�ۣ��u��ֱ��(D2mm����ˇҎ����
a�������Сȡ�Q���u�Oֱ����ÿ����ֱ���u����ȡ���30��35A;
b�����������ȡ4��6L��min;
c�����Ӿ��ٶ�110��120mm��min;
d���u�O�����L6��8mm���u���˲��c�������p�g��1.5��2mm��
4.3.3늘O����ĩ���Π�
���˵õ������������С�p�ĺ�������늻������������^�^����о����`��
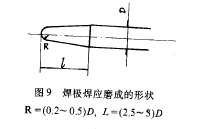
��****��늘O������������������^��r������˲�����ܶȺܴ��l���^���B���������F�ֲ��ۻ���늻���ƽ���ϴ����^ɢ����ĥ��180�ȣ�ƽ�棩��������ꎘO���c��e���ǟ������еĘO�ˠ�B�����늻�ֱ���^С��늘Oֱ���x���m����늘Oĩ�����к��m�ĽǶȺ��Π����ߺ��p�|�����@����Ч��
���`�������D9���Π����^�ѵĺ���Ч����
4.3.4�廡���ӹ�ˇ����
�廡���ӹ�ˇ���̷֞�ʂ䡢���ӡ��z��������E��
4.3.4.1 ��ǰ�ʂ�
a���坍
���b�����b�A���b�B���oɢƬ�F�ģ�����䓽zˢ݆��ĥ�_Ƭ���溸�p�ڡ�����P�ۡ�
b�����l�»�
4.3.4.2����
���{���ú��m�Ĺ����������������ͺ��ӹ����ٶ����M�С�
4.3.4.3�z�
a�������^�캸�p�����Пo��ס��_�Ѻ�δ�ۺϵĵط������в����|��֮̎�������ֹ��a����
b���ߴ���λ����z�����F���ԃȿײ��A�ȺͯB�����N�����c����Ҫ�r�{�˯B�B�b���Ƭ�F�ĵĚ廡����ˇ�b������������ٶȣ��{�����p�ۻ��^��ȣ���
5�Y �Z
5.1������Ϩ��
�����O���Դ���{������늿���������ͨ���ӻ�·�����l��ʎ���_ʼ��늘O�����g��늣���ȼ����늻����@�r���o���l�Դݔ��늉����ͣ�ʹ���l��늲��ܾS�֣��Ԅ�ֹͣ��늿���������ʹ�����_ʼ�r��늻�����ԄӾ��������������{�õĹ�������������������ԄӾ���˥�p���㣬�������½��r�g����0��5s֮�g��
����Ϩ���Ġ�r��Ӱ�һ�����p�ijɔ�����횳��ע�����������˥�p���ٶȡ���������r늘O�����ۣ�����ڴ�K�����ϻ����는�������坍늘O����t�������w�R�a����ס����Ƭ�F�Č�Ϩ���Ļ����^���С�߀�У��B�b�F��������ȱ���ƿ�Ƭ�r��Ϩ������������ɻ���Ѽy��
5.2 �廡���IJ���
5.2.1������ƽ���^�y�õ��õĺ��p�|�������M���ܲ���ƽ�����ӡ�
5.2.2�a�ޕr���Dz��á�ָ�͟��ߡ���������ƽ����溸�p����늻�ָ���̎�����߳��Ķ˲���ʹҺ�w���������̎�����ԫ@�ù⻬ƽ���ĺ��p��
5.2.3 늻����Π���D2��ʾ��������һ���Ƕȵİlɢ������L�Ӵ�r���������|�Ĺ�����e�Ӵ��������Ӵ���늉����ߣ�ͬһ�������£���λ��e늻���������½��������L�Ӵ�ʹ�ی����ӣ��ɺ����^���ĺ��p�����۳��ۻ���ȅs�½���Ӱ푺��p�Cе���ȡ�
5.3��������c����
�廡�����p�К�ס�����٣������ƬƷ�|�^�ã���⼃�����^�ߕr����ˡ������������p�����Ї������ۣ���ɺں�ɫ�������ʹ�������a�����a���w�R��ף���׳��F�p���˺��p�Ĺ������棬���͙Cе���ȣ��Һ��p�IJ��������������^�����λ������C�����������������������M�o�ٶȾ����������������܇�����Ŀ՚����_�ӡ����r��ĥ�u�U���O�ȶ��Ǹ�����ף����C�����|������Ҫ��ʩ��
|