늙C���D(zhu��n)�ӛ_ƬCAD��CAMϵ�y(t��ng)����
�� �o ������(�����I���I(y��)��W(xu��))
��ժ Ҫ���S���Ԅ�CADܛ����c�Z�Եđ�(y��ng)�ã�늙C��CAD��CAMϵ�y(t��ng)�����V韵İl(f��)չǰ�������н�B�҇�늙CcAD��CAM�İl(f��)չ��r��ָ��늙C��CAD��CAMһ�w���Y(ji��)��(g��u)�ǬF(xi��n)�A�ε��о��n�}��
���� �~��늙C �����D(zhu��n)�ӣ���ƬcAD cAMϵ�y(t��ng)�C��
1�� ��
80��������҇���늙C�о��ˆT������Ӌ��Cϵ�y(t��ng)�M��늙C���O(sh��)Ӌ�͈D��ݔ������Ĺ�������80����С����ڣ�һЩ�P(gu��n)��늙CCAD��CAM��̽���͌��`���о�����S���S���Ԅ��L�Dܛ����C�Z�ԵȽ���ʽ��Եđ�(y��ng)�ú��ܵ����ƣ�늙C�ě_Ƭ�Ϳ��b�D�μ����O(sh��)Ӌ������ӹ���CAD��CAMϵ�y(t��ng)�������V韵İl(f��)չǰ;��
늙C��CAD��cAMϵ�y(t��ng)�����c�Cе�O(sh��)Ӌ�ӹ��ཻ�ֵIJ��֣�ͬ�r�־����Լ����ص�늴��O(sh��)Ӌ���֡�����Ҫ�������ׂ����棺
a��늙C�Y(ji��)��(g��u)����(sh��)���O(sh��)Ӌ�̓�(y��u)��ܛ����
b��늙C늴ň���Ӌ�㼰��ֲ��D���L�ơ�
c��늙C�_Ƭ���b��D���L��ܛ����
d���D��ݔ��ϵ�y(t��ng)�������Լ��c�ӹ��O(sh��)��ӿڵ��O(sh��)Ӌ��
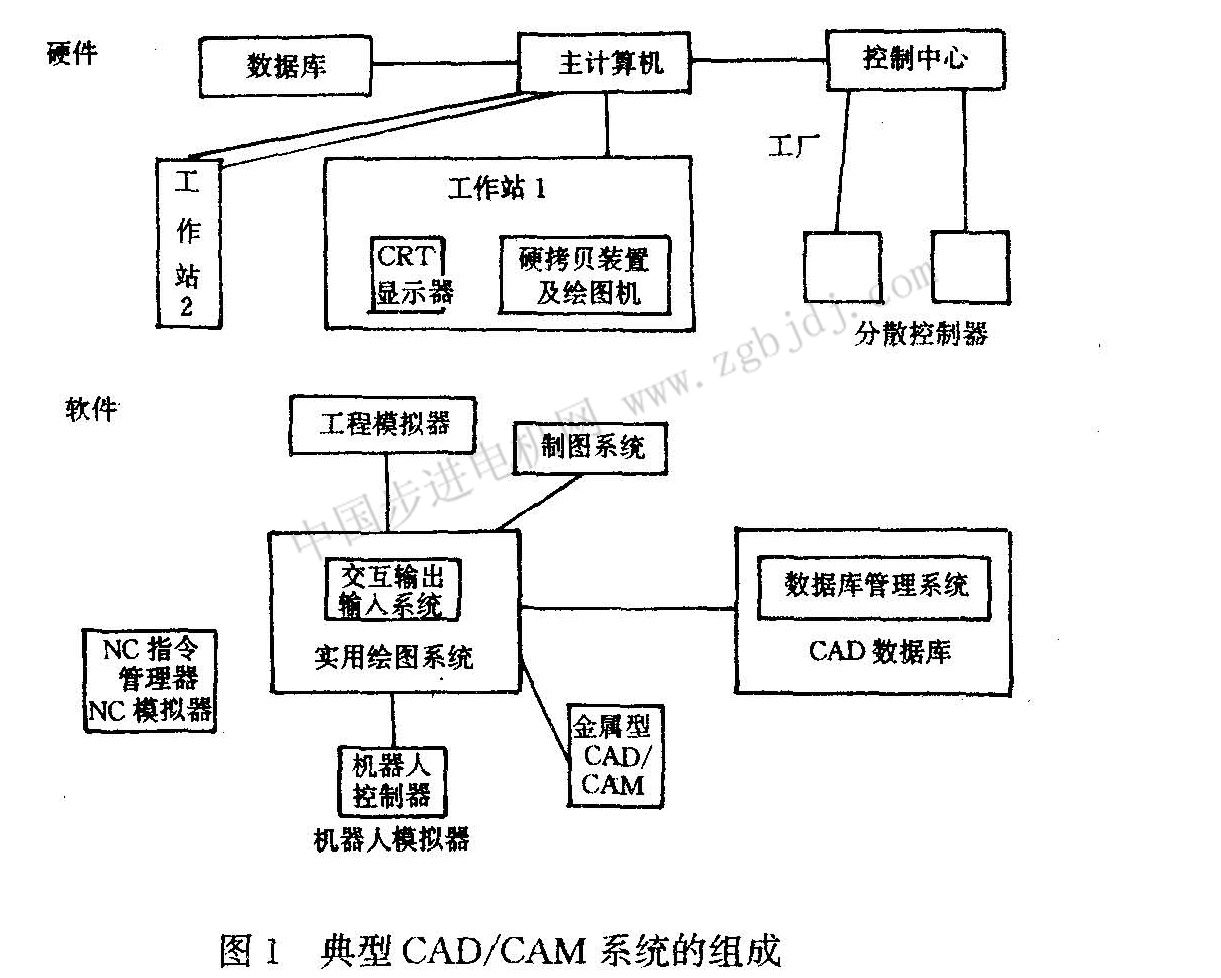
����늙C�_Ƭ���b��D���L��ܛ�������@ʾ��Ŀ�ģ���Ӌ��C�L�D����A(ch��)�Įa(ch��n)Ʒ���������c�O(sh��)Ӌȫ�^�̣����O(sh��)Ӌģ�M�^��Ҋ�D1��
���ľ�늙C�_Ƭ���b��D���L��ܛ���еĎׂ���Ҫ�M�ɲ��־C���҇�늙CCAD��CAM�l(f��)չ��r��
2�ɽM���g(sh��)�͊Wƥ�ľ��aϵ�y(t��ng)
����늙C����Ƭ����һ�w��ϵ�y(t��ng)�еđ�(y��ng)��
�ɽM���g(sh��)(Group Teclinology)�nj�����ͬ���־��������Ե�������ýy(t��ng)һ��̎���������_����(y��u)��̎����Ŀ�ģ������ԭ����������ԭ������Ҫ������
a���a(ch��n)Ʒ��(g��u)��������ԡ��о��������Y(ji��)��(g��u)��(f��)�s�̶��m�е����Ƽ�ռ�������(sh��)��70�����ҡ��˜ʼ�ռ����(sh��)��20����25���������I(y��)�ԏ����Y(ji��)��(g��u)��(f��)�s�������ֻռ����(sh��)��5 9��5��10����
b�������(g��u)��������ԡ��κ����������һ�����Π�ߴ硢�Y(ji��)��(g��u)�����ȵ�Ҫ�����@Щ���涼�зdz����Ƶij��F(xi��n)�ʣ��@�ǙCе�a(ch��n)Ʒ����Y(ji��)��(g��u)����Ҫ��ı�Ȼ�Y(ji��)����
c����ˇ�^�̵������ԡ������(g��u)�����������һ���l���Q�������칤ˇ�������ԡ��ӹ�����������÷������O(sh��)����ͬ������ӹ���ˇ·�����ơ����������ÊA����ͬ�����ƣ��Լ��z����õ�������ͬ�����ơ�
d��������������ԣ�������ϷN�ë����ʽ�������̎�����ơ�
e�����a(ch��n)�M�������������ԣ��ΙC�ӹ����������ijЩ�������ȫ���ӹ�������һ���C���M��(n��i)�ijɽM�ӹ���Ԫ���ɽM���g(sh��)�����Ե���ˮ���ӹ����a(ch��n)�ȡ�
�WƥƝ���aϵ�y(t��ng)��9λ10�M�Ɣ�(sh��)�M�ɣ�ÿλ������ָ������Ϣ����5λ���a(1��5)��ʾ����ĽY(ji��)��(g��u)�Π�ַQ�Π�a��4λ�o���a(6��9)��ʾ����ߴ緶�������ϡ�ë���ͼӹ����ȣ��ַQ��ˇ�a������(n��i)����þ��aϵ�y(t��ng)����һ��ϵ�y(t��ng)������һ����I(y��)������(n��i)�F(xi��n)�Ѳ���ԓϵ�y(t��ng)��������εĶ����D(zhu��n)�ӛ_Ƭ�������D(zhu��n)���O����͛_Ƭ�M���˚w�
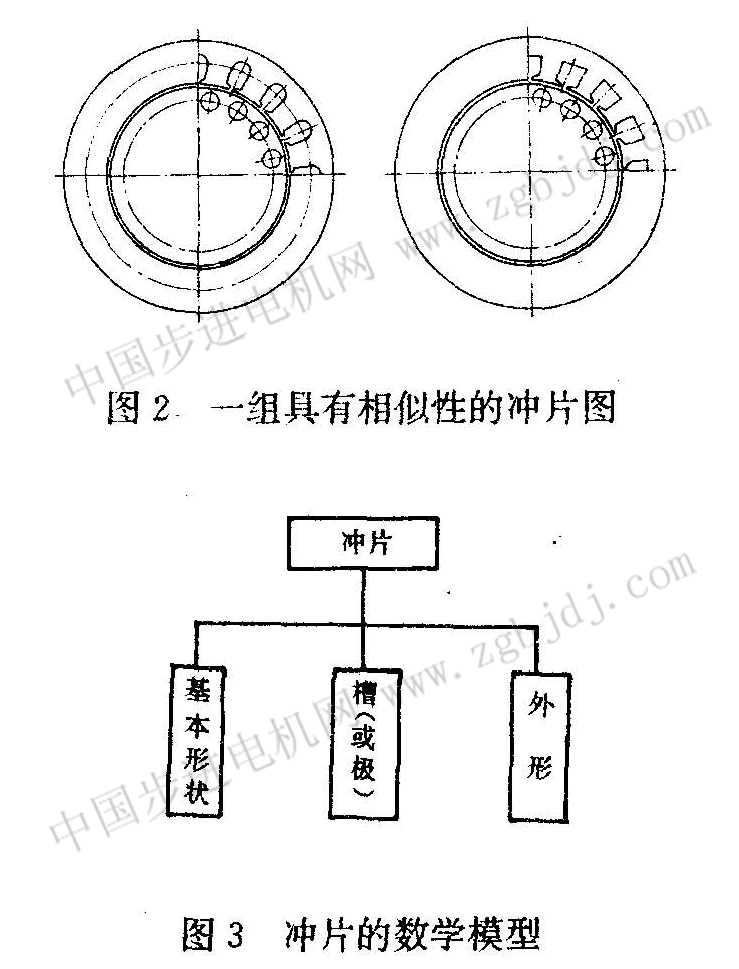
�ɽM���g(sh��)�IJ�����Ҫ�Ǟ��P(gu��n)ϵ��(sh��)��(j��)�콨���ṩ�ֶΡ�������늙C�F�ě_Ƭ���Π��Ƕ��ӵģ����Ծ��кܴ�������ԣ������(sh��)���Ƀɗl�]�ϵ�݆������(g��u)�ɡ����阋(g��u)���]��݆���IJ�(��O)���؈A����Ҏ(gu��)�t������������D2��ʾ��
ͨ�^���ռ��Ĵ����D���M�з����������J��_Ƭ���ɻ����Π�ۺ����εȽM�ɡ��D
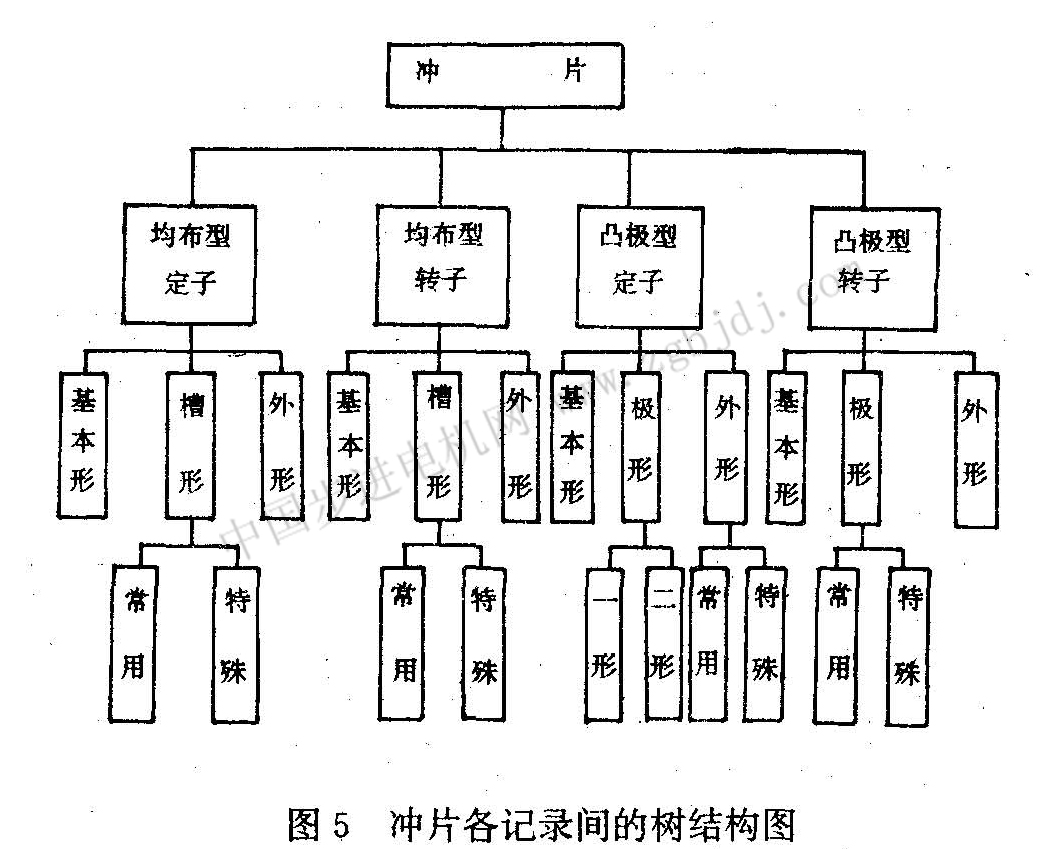
3�Ǜ_Ƭ�Ĕ�(sh��)�W(xu��)ģ�͡�
�ڛ_Ƭ��(sh��)�W(xu��)ģ�͵Ļ��A(ch��)�ϣ����ո��N� �͵ě_Ƭ�D�����Եõ�?j��ng)_Ƭ��D����D4��ʾ��
3�_Ƭ��(sh��)��(j��)�D�Ύ�Ľ������O(sh��)��
��늙C�_Ƭ�N��࣬�ָ�����ɫ����������Ͽ��Է֞�4�����ֲ��۶���(��������)������ֲ����D(zhu��n)��(�����D(zhu��n)��)���O
����,�O�D(zhu��n)�ӡ��ɛ_Ƭ��(sh��)�W(xu��)ģ�Ϳɵã�ÿһ��͵Ķ�����3���M�ɲ��֣��������Σ���(��O)�����������ֽ���ͨ������2������@�ӵ�Ҏ(gu��)�����Ϳ��Խ����_Ƭ�D�Ύ졣
3.1�_Ƭ����aϵ�y(t��ng)
����һ�N�Π�ě_Ƭ���й̶���һ���������c�䌦��(y��ng)����������4λ16�M�ƴa�M�ɣ�ǰ��λ�ۘO�a�����λ�����δa���F(xi��n)�ԲۘO�a�������f�����a�Ę�(g��u)�ɣ�
���a�M�ɣ�D7D6D5D4D3D2D1D0
a.D7D6��������a��
00�������� 01:�����D(zhu��n)��
10:�O���� 11:�O�D(zhu��n)��
b.D5D4������a��a������������������_�P(gu��n)��
00������ 01:����O��
10:�������� 11:�Զ��x
c.D3D2D1D0����a��
3.2 �_Ƭģ�͌ӴΔ�(sh��)��(j��)��
�_Ƭ��(sh��)��(j��)���еĔ�(sh��)��(j��)���P(gu��n)ϵҪ�Ô�(sh��)��(j��)ģ�Ϳ̮����ÌӴΔ�(sh��)��(j��)ģ�ͱ�����߉ӛ�֮�g�B�ӑ�(y��ng)�����ģ��Ŀ��w�Ͽ����Tӛ���͘�(g��u)��һ�����O�䡣����ɂ��Y(ji��)�c�gֻ����һ�l·������D5��ʾ��
3��3 ��Ƭ�D�Δ�(sh��)��(j��)��
����ɴ_����(sh��)��(j��)��Ĕ�(sh��)��(j��)ģ�ͼ�����߉ӛ�֮�g�Ŀ��w߉�P(gu��n)ϵ֮��Ҫ���F(xi��n)��һ��߉ӛ��c��������ӛ�������(y��ng)�������F(xi��n)�༉ӳ���^�̣�����Ɏ�Ļ����L�Dģ�K��ݔ��ģ�K���D�ε�ݔ��ģ�K���@�Ǜ_Ƭ�D�Δ�(sh��)��(j��)��Ļ�����(n��i)�ݡ�
3��3��1�༉ӳ��
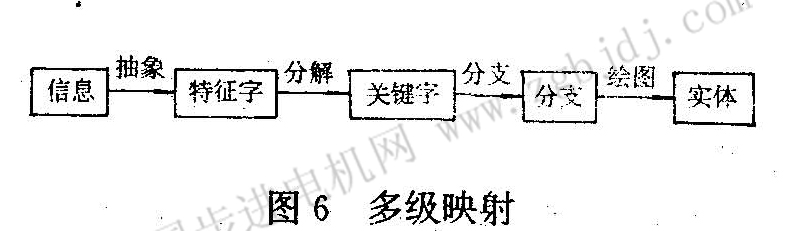
70���������ļ�ӳ��ģ�ͣ�������(sh��)��(j��)�Y(ji��)��(g��u)������Ϣ�Y(ji��)��(g��u)�����惦�Y(ji��)��(g��u)���ʹ惦���伉���ڲ���Auto��CADܛ�������D�Δ�(sh��)��(j��)��r�������(n��i)���ăɂ���(�惦�Y(ji��)��(g��u)���ʹ惦���伉)�o�����ƣ����Ԍ��H�����ڈD�Δ�(sh��)��(j��)
��Ļ��A(ch��)���_�l(f��)�Č��ÈD�Ύ�ܛ�����䔵(sh��)��(j��)׃�Q�֞������ּ����P(gu��n)�I�ּ�����֧���͌��w�������^�̿��ÈD6��ʾ��ͨ�^�@���Ă��^�̣�����һ���D����Ϣ���Ϳ���׃?y��u)錦�?y��ng)�����Č��w�D��
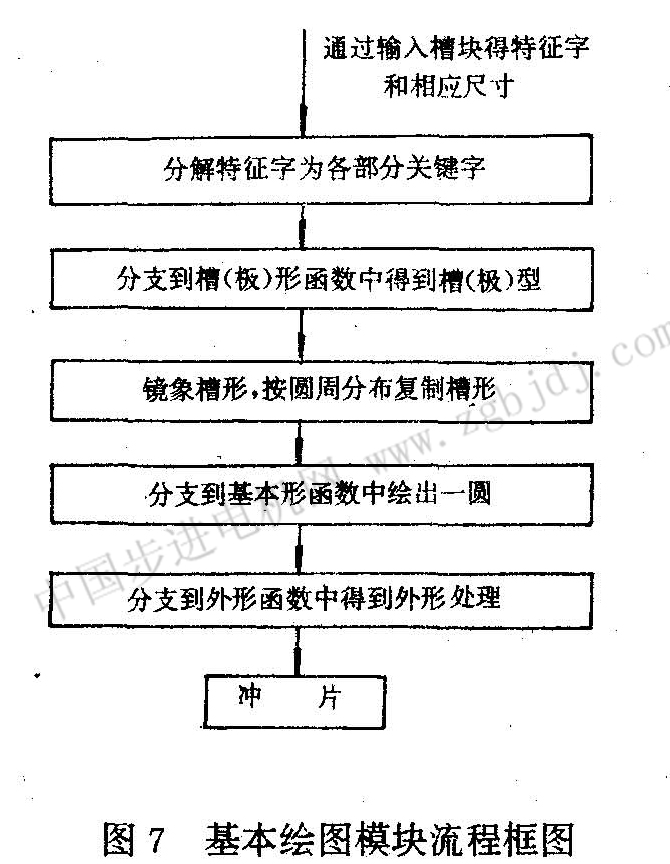
3��3��2��Ļ����L�Dģ�K
ͨ�^ݔ��ģ�K�õ�?j��ng)_Ƭ�D�ε������ֺͳߴ��Լ����P(gu��n)����������(j��)�����ֻ����L�Dģ�KҪ�M���P(gu��n)�I�ַֽ⣬ȡ�û����Ρ���(�O)�Ρ������P(gu��n)�I�֣�Ȼ�����η�֧������(y��ng)�ĺ���(sh��)��ȥ���o�������ֈD�Ρ��D7������L�Dģ�K�����̈D��
3��3��3���ݔ��ģ�K
Auto��CADܛ�����̞��Ñ��ṩ�˽�����ֱ�ӃɷNݔ���ֶΣ�����(y��ng)�ڲ�ͬ�ĈD���x����(sh��)�x��ͳߴ��x��ʽ��
3��3��4�D��ݔ��
3.4 ��đ�(y��ng)�ù���
�ڬF(xi��n)��ʹ�õĹ���ģ�K�У����·֞�_Ƭ�Cе�ƈD����Ʒ�D�;��и�D�����ɡ�
4 �þ��и�C�и���늳����D(zhu��n)�ӛ_Ƭ�ľ���ϵ�y(t��ng)
����늙C�I(l��ng)���У���С����늙C���a(ch��n)��(j��ng)�����þ��и�C�M�ж����D(zhu��n)�ӛ_Ƭ�ļӹ����F(xi��n)ͨ�^���ýӿڷ������ԄӾ���ܛ���b�뾀�и�C�������У����F(xi��n)���и�C���ԄӾ����^�̣��@��Ҫ�����x�ìF(xi��n)�ɵęCе�O(sh��)Ӌ����ϵ�y(t��ng)����������I(y��)���T�O(sh��)Ӌ���Ƶ����ڜʂ�NC�C�����Ǝ���Ӌ��C����APT(Alltomatically Programmed��Fool�����ԄӾ���ϵ�y(t��ng)���Z��)������NC�C���ṩ���N�Z�䣬�@Щ�Z�䌢�Δ�(sh��)��(j��)�͵��ߵ��\��(li��n)ϵ�������҇�Ŀǰ���и�C����3B�Z�ԣ���(y��ng)��3B�Z���M�о��̣�Ҫ����һ���L�Dܛ���c���и�ܛ�����õĈD�Δ�(sh��)��(j��)�졣
4��1 3B�Z��
���и�C�Ĺ����_��x��y���ֱ�����ɶȣ���ֱ���͈A���ƽ�������3B�Z�����҇�****�ľ��и�C���Z�ԣ�Ŀǰ�V��ʹ�á�ͨ����3B�Z�Ԍ��F(xi��n)���̺�Ҫ�چ�Ƭ��ֱ��ݔ�뵽���и�C�ϣ���ɼӹ��΄�(w��)����ָ������lݔ��ģ�������Ӌ��C���Ԅ���ɾ��̺��ٌ��D(zhu��n)�Q�ɵ�3B�Z��ݔ�������и�C����ԄӼӹ��^�̣��������롣
�F(xi��n)���ν�Bһ��3B�Z�ԡ�3B�Z�Ը�ʽ�飺
Bx��By��BJ G Z
B�����ָ���
x��y��������ֵ
G����Ӌ��(sh��)����
JһӋ��(sh��)ֵ
4��2 Auto��lisp���F(xi��n)�D�ε�3B�Z�Ե��D(zhu��n)�Q����
�L�Dܛ���a(ch��n)����ģ���Ʒ�D�ν�(j��ng)�^ԓ�����׃?y��u)鷴ӳ�D����Ϣ�ľ��и�C�����õ�3B�Z�Գ����H�ϣ�ԓ��������ɈD����U 3B�Ľӿڳ���CAD�cCAM�Ľӿڳ���
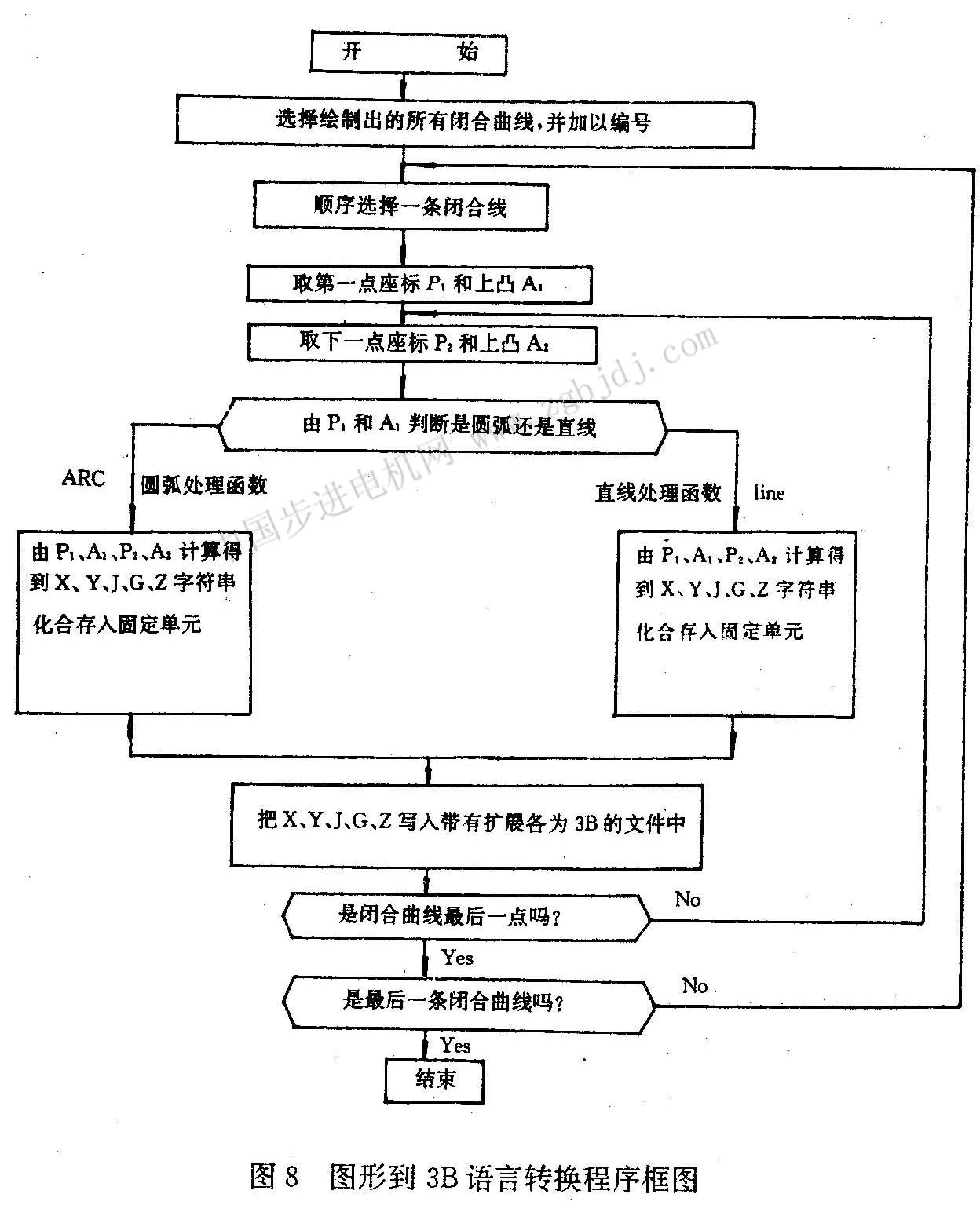
�@��������O(sh��)Ӌ�m�����κ���Auto��CAD���L�Ƶ��]���������������ڛ_Ƭ�����Ĺ������ڰ��L�Ƶ�ÿһ�l�]��������׃?y��u)����?y��ng)��3B�Z�Գ�����?gu��)�����̖���ԅ^(q��)�e�������̈D��D8��ʾ��
�����]�Ͼ�ֻ���Ƕ��x����������һ�c���Ѓɂ�����(sh��)���c������ֵ����������һ���������������Ƕ�1/4�����У�ֵؓ�����������c���K�c��형rᘷ�������0������ֱ����
��̎������(sh��)��ֱ��̎������(sh��)���Ǹ���(j��)�������c����ֵ�����a(ch��n)���@���c�g������3B�Z�ԡ�
5 �C�c���и�C��CAD��CAMϵ�y(t��ng)��(li��n)��
CAD�����w��Ӌ��Cϵ�y(t��ng)��CAM�����w�Ǿ��и�C����CAD��CAM��(li��n)�Y(ji��)��ܛ���Ͼ��LjD�ε�3B�Z�Ե��D(zhu��n)�Q����Ӳ�����v������Ӌ��Cϵ�y(t��ng)�;��и�C����ͨӍ��
5��1Ӌ��C��ݔ���O(sh��)��
Ӌ��C��ݔ���O(sh��)���д�ӡ�C���L�D�C���@ʾ���������нӿں�����C�ӿڡ�
�ڲ��п�LT1�Ͻӵ���ʽ��ӡ�C�����M��Ӳ��ؐ��Ϣ����ӡ���ϣ����пڵ�RS232�ӿڿ��Ժ����ͨӍ�M�д���ͨӍ������C�ӿڄt���ԏ�Ӌ��C���D(zhu��n)�Q��Ϣ��
5��2���и�C�ķN�
���и�C�ķNܶ࣬�@���B�����ÆΘO�C���Ƶľ��и�C���ĎNݔ�뷽ʽ��
a��С�I�Pݔ�룬ֱ��ݔ��3B�Z�Գ���
b������C�ӿ�ݔ�룬���D(zhu��n)�A���Ŏ��ϵ�3B�Z�Ԕ�(sh��)��(j��)��ʽ��Ϣͨ�^����C��߀ԭ����
Ȼ����ͬ���C���ʹ�õ��D(zhu��n)�A��(sh��)��(j��)��ʽ���ܲ�ͬ��
c����������ݔ�롣�@����ԭʼ��ݔ�뷽ʽ�����ô�����ͨ�^����D(zhu��n)�Q�b��߀ԭ3B���@�N�����F(xi��n)�ڞl����̭��������(j��)�����������b�ø��M�IJ����Д�(sh��)��(j��)ݔ�����Юa(ch��n)Ʒ����Ȼ���@������δ�γɘ˜ʡ�
d�������пڵ��_�l(f��)�\�á�
5��3Ӌ��C�c���и�C�Ă��f��Ϣ;��
���]��Ӌ��C�c���и�C���ݔ��ݔ���P(gu��n)ϵ�����Ԛw�Y(ji��)�����f��Ϣ��3�N;���� a����Ӌ��CӲ��ؐ�õ���3B�Z�����ݔ�뵽���и�C��U1�I�P�ϡ�
b������C�Ŏ��D(zhu��n)�A��
c���əC��ͬ������ͨӍ��
�@�N������CAD��cAMһ�w����ͨ�ɲ���****������Ҳ�Ƿ������ĽY(ji��)��(g��u)Ҋ�D9��
6�Y(ji��)�Z
늙C���a(ch��n)���F(xi��n)���O(sh��)Ӌ���ӹ�һ�w����ˇ�^�����҇�늙C�����߬F(xi��n)�A��Ҫ��Q���n�}�������Ɇ��ӹ��D(zhu��n)�Q�����w�ӹ��Ć��}���κ�һ���������Ҫ���������ɣ��@Щ�����g�������ģ����ҹ���֮�g߀��Ҫ���f����ˣ��ڿ��]��CAD�cCAMһ�w���r��Ҫ��������˼·�����\�ú�����Փ�����J����һ߅�Mȥ�����O(sh��)Ӌ����(sh��)����һ߅�������dz�Ʒ����D10��ʾ��
����ݔ��?y��n)��?sh��)�����L�Dܛ��ϵ�y(t��ng)����CAD��(sh��)��(j��)�õ��a(ch��n)Ʒ�ĈD����Ϣ��ͨ�^�D(zhu��n)�Q�ӿڵõ�����߉�͙C���Z�ԣ�����������ģ��������ĸ���(j��)����߉�֕r�o��ɢ�Ŀ����������䔵(sh��)�ؙC���Z�ԣ�������������ጙC���Z�Ԟ�ӹ�ָ����؈�(zh��)�мӹ��������Ʒ�����һ��������ɡ� |