�C����C���ǙC���еĻ��A������S���㲿����ֱ�ӻ��g�ӹ̶������ϏĶ�����������λ�ã��䳣Ҋ�����췽�����T�졢���ӵȡ����OӋ�r�����ؿ��]�C����C�ܵď��ȡ����ȡ����ȡ��ߴ緀���ԡ������Լ���ĥ�Եȣ�߀Ҫ���������^�������p���ɱ��͡��Y������ˇ�Ժ��������⣬�C����C�ܵıں������߰岼�õȌ����Ĺ����������������ġ��|���ͳɱ��Ⱦ����^���Ӱ푡������OӋ�C����C�ܕr��ԓ�������@ЩҪ�c�eע�⣬�������e��һЩ�T��ͺ����^���г�Ҋ���OӋ���ɡ�
����1)ע��C����C������Ҫ�ļӹ��桢��������|��Ҫ���^�ߵIJ��֑�ԓ���£�����ˇ���y�Ԍ��F��Ҳ��ԓ�M��ʹ�@Щ����̎�ڂ����б���λ�ã��@��������Һ�еĚ��ݡ����ҵ����ϸ���ʹ�T���ϲ��a��ȱ�ݵęC�����²��࣬���⣬�M��Ҳ�����²����ܣ����⣬���M��ʹ����Ҫ�ӹ����ּӹ���λ��ͬһɰ���У����ɮa���e�͡��w�ᣬ��t�y�Ա��C�T���ijߴ�ľ��ȣ�߀���������Ĺ�������
����2)ע�����xȡ�����տs�����a���s��(���T䓡���ī�T�F��)�����M�����C�ܻ�Cֱ�ĺ�ַ����������棬�Ա㰲��ð���M���a�s�������տsС���T��(����T�F)�t�Ɍ��^��IJ��ַ������棬��������Ľ���Һ�M���a�s��
����3)ע�⌦�ڙC����C�����^���Ҵ��ƽ�摪���»�������Aб�����ɳ��F�����㡢�����ȱ�ݡ�
����4)ע��������ģ���T�������摪�x�����T����****����̎�����ھֲ����K��ģ����ɲ��û�K������Ҫ�M���p�ٷ�����ͻ�K�Ĕ����ҷ�����Ҫƽֱ���@�ӿ��Ԝp������ģ�Ӻ����͵Ĺ�������Ҳ�ױ��C�T���ľ��ȡ�
����5)ע�⑪�M���p����о�Ĕ�����������ʹ�ã�߀Ҫ���Cо�^�Ś��형��Լ���о�İ��š��̶����z�������ȡ�
����6)��Щ�T�����ײ����Ͳۣ�Ҫע���ֹ©�ͣ����T���Ͳەr��Ҫ���b��о����֧����о�����@Щ��о�εIJ�λ������ȱ�ݮa���B©������Ѳ۵����OӋ���и��_߅���T�����Ͳ۲��ֵ���о��ͨ�^о�^�̶�������a��ȱ�ݣ���D2��73��ʾ���Db�^�Da������
����7)ע�������������s�r�a�����T��׃�κ���ӹ��r�C�ܵĄ��ȣ����T�ΙC�ܵă���֮�g���O�ÙM���B�Y�ߣ�����K�ӹ��������г���
����8)ע��ӏ������Ŀ�Ť�D���ȣ��������νY��Ť�D���Ȳ�o���������a�����b���\ݔ�r���ڲ����������a����Ť�D�d�ɣ����Ğ���νY���������Ŀ�Ť�D���Ȍ��@���صõ����ơ�
����9)ע��С�ߴ�IJ�λ���D2_74��ʾ���T�������Π�Da��A̎��ָ�ߴ��С�����͕rɰ���o��������Ҳ�����㣬���׳��F�T��ȱ�ݣ����M��ĈDb�Y�����ߴ������{����Ч���^�ã��Y���^������
����lo)�C�ܵ��w�e�������ܴں�ȡ���Ƿ���m���C�ܵď��ȡ����Ⱥ������кܴ��Ӱ푣��pС�ں���Ԝp�p�C�ܵ����������˱��Cԭ�еď��Ⱥ̈́��ȱ��ǡ�����żӏ��ߣ���D2-75��ʾ���Db�^�Da��á�
�������⣬�T��C����C�ܕr��߀Ҫ�eע����ijЩ����������Óģб�ȺͽY��б�ȣ����]���T������M��һЩ�Cе�ӹ��������OӋ�ߴ�r߀Ҫ����һ���ӹ�������
����ע�⌦�����a�����^���ҳߴ��^��ęC����C�ܣ��@�r���T���^�����y������Ҫ���]���ӵ�������������D2-76��ʾ���Da���T�������˜p�p�������Û_�������ӽY��(�Db)��
��������L����Ȧ�����Î��Ϗ����ɭh��Ӷ��ɣ��ױP��䓰�_�ƣ��������s�˲��ϣ����ҹ��s�ӹ����r��
�������Ӽ��Y�����OӋ��ȫʡȥ���T��ľģ���ģ�����μ�С�����a�ġ�������Ҫ׃�ͻ�����OӋ�ĮaƷ���Կs�����a���ڣ��������a�ɱ����p�p�Y������������һЩ�ش��͘��������ӽY�����H���������O��l���ľ��ޣ����ҿ��Էֶ����죬�\ݔ��ʹ�È��ز��F��ƴ�ϰ��b�������˳��ء�������Ʒ�\ݔ��������y�����ӽY���Ŀ����Ԇ��}��ͨ�^�������ýY���Ͱ��ź��pλ���M�н�Q��������Ǻ����^���Б�ԓע��Ć��}��
����1)�������Û_������呼�������Y��Ԫ�����m�����ӱںp���߰�������ʹ���p�Ŀ��L�ȿs�̡���麸�p��������ɟ�Ӱ푡��a�����ӑ�����׃�Ρ����F����ȱ�ݵ����s�̺��ӵ��L�Ȍ��pС�l���@Щ���}�Ď��ʡ�
����2)ע������C����C�ܵIJ��ϡ�����Ҫ��͗l�����x��****�ĺ��ӷ�������pС���������Ӻ�ĺ��ӑ�����׃�Σ����Բ�ȡ��ǰ�A�ᡢ�ӟ�p���^���x������ĺ���������̎���ȹ�ˇ��ʩ��
����3)ע������C����C�ܵIJ��ϼ����ӷ��������c���x���m�����¿���ʽ��
����4)ע����������ĽY���Πʹ�����ܡ�������ȡ��¿ڼӹ����y�׳̶ȡ����ӷ����������_�����^��ʽ��ʹ�亸���|���ߡ��ɱ��͡�
����5)ע�Ⲽ�ÙC����C���еĺ��p�r������Ҫ���]�����p�܇��������Ŀ��g���ԝM�㺸�Ӳ�������Ҫ����κ��pλ��߀��횱��C�����b�乤��������M�С�
����6)ע��C����C���еĺ��p���M����ɢ�����ɽ��^̎�����ܟᣬ�Է��������W���ܣ����ӑ�����׃�Ρ�
����7)ע��C����C���еĺ��p�M�����Q���ã��@�ӿ��ԜpС����׃�Ρ�
����8)ע�����ں��ӽ��^�����½������Ժ��p���M�����_����****�������е�λ�ã��@�ӿ�����ߙC����C�ܵij��d������
����9)ע�⺸�pҪ�h�x�C����C���о���Ҫ���^�ߵı��棬����ʹ�侫���ܵ�����׃�ε�Ӱ푡�
����lO)ע������o�����⺸���D�ǣ���ʹ���pƽ���^�ɣ����ɑ������мӄ���
����11)ע��鱣�C�C����C�ܵĺ����|����Ҫ����^�ɂȰ��������ͬ������������ͬ��ȵIJ��Ϻ��ӕr���e�Ǻ�Ȳ�^���Sֵ�r�������]�����m�����^����ʽ��
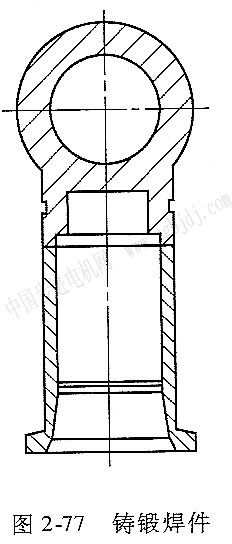
����ע������Щ��r�£��C����C�ܿ��ԾC�϶�N���췽�����D2-77��ʾ����������T呺��ͺϽY���������w�֞�ɂ����֣��²���味ɵ�ǻ�w����һ���T��Ƴɵ��^�����������ú����B��һ�����w������ʹë�������p�pһ�룬�Cе�ӹ���Ҳ�p����40����
�������ڙC����C�ܵĽY���OӋ����������ĺ����x���߰�ͼӏ��ߵĺ������á������_�ͼ��w���Y����ˇ�ԡ������x��ȷ��棬���ԅ��ՙC����C�ܵĽY���OӋҪ�cС�Y���@�ﲻ��٘����
�����C�ܻ�C������ӌ����������C�һ�w��ϵ�y�a���dz����õ�Ӱ푣����eע���ȡ��Ҫ�Ĵ�ʩ��ߙC����C�ܿ����ԣ����əC�ܻ�C���a����ӡ����õĴ�ʩ���£�
����1)����o���ȣ�������߹�������l�����֣����ɮa������
����2)�������ᣬ����������ጦ��߄ӄ��ȵ����úܴ���Һ(��)�ӡ��o����܉������ȝL�ӌ�܉�ʿ������ܺá�
����3)�ڲ����͙C�ܻ�C���o���ȵ�ǰ���£��p�p��������߹�������l�ʣ����m���p���ں������ߺ��壬����䓲ĺ��Ӵ����T���ȡ�
����4)��ȡ�����ʩ����Ӝp�����z�|�_���ÿ՚⏗�ɸ���ȡ�
|











