�C����C�ܵĽY���OӋ��횱��C�����턂�ȡ��B��̎���Ⱥ;ֲ����ȣ�ͬ�rҪ���]���b��ʽ�������x�Y����ˇ���Լ���ʡ���ϡ����ͳɱ��Ϳs�����a���ڵȆ��}�����C����C�ܵĽY�����^���s�r���ɲ�������Ԫ����ģ��ԇ��Ӌ���y���C����C�ܵĄ��Ȼ�׃������
����1���T��C�����OӋ(1)���C���턂�ȵĴ�ʩ1)�����x������Π�ͳߴ硣�C���m�������s����������������������Ť�����á����ܺ������������Õr��׃��ֻ�ͽ���e���P���OӋ�r��Ҫ�������������Ĵ�С�x������ĽY���ߴ硣���������Ť�D�d�ɣ��C����׃�β����c������e��С���P�����c�����Π�(����T�Ծ�)���P�������x������Π������ߙC�������턂�ȡ�һ����v��
�����ٷ��]���Ľ���Y�������턂�ȱȌ��ĵĴ�
�����ڟoՓ�nj��Ľ���߀�ǿ��ĵķ��]���棬���Ǿ��εĿ�������****���A�ε���С������Ť���Ȅt�෴���A��****��������С��
�����۱��֙M����e��׃���pС�ں�����݆���ߴ磬����߄��ȡ�
�����ܷ��]����Ȳ����]����Ŀ�Ť���ȴ�öࡣ
����2)���������߰�ͼӏ��ߡ��������������]���Ľ���Ą����^�ߣ������˱����T����ɰ����Ȳ��㲿���b����{������Ҫ�ڙC�����_�����ڡ����Y��ʹ�䄂���@�����͡���������䄂�ȣ��t�������Y����������r�����߰���ߗl���ӏ��ߵĸ߶ȣ�һ�㲻������֧�в����ں��5�������һ��ȡ�ں��O��7��O��8����
����3)�������_�ͼ��w���ڙC�������_���ף����@�����͙C���Ą��ȣ��e��Ť�D���ȡ����`�C������6����6<0��2�r(��D2��7l��ʾ)���䄂�Ƚ��ͺ��١�
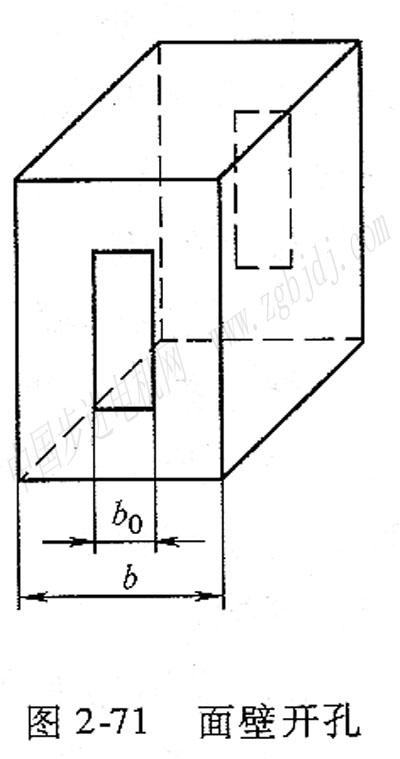
�������_һ�����ڌ�������_�ף����½�����Ҳ�^С������_�ב��ؙC����C�ܱ����ľ����У��������ľ��������e���У���(��)�Բ����ڙC����C�ܱڌ���O��25�����ˣ���b����b<0��25�����_���ϼ��w�壬������ᔾo�̣��t�Ɍ��������Ȼ֏͵��ӽ�δ�_�וr�Ą��ȣ�������߿�Ť���ȟo���@Ч����
����(2)��ߙC���B��̎�Ľ��|�����ڃɂ�ƽ����|̎�������^�IJ�ƽ�ȣ����H���|��ֻ���֡������������Õr�����|�c�ĉ������a��һ����׃�Σ��@�N׃�ηQ����|׃�Ρ�
������������B��̎�Ľ��|���ȣ��̶����|��ı���ֲڶ�Ra��С��2��5��m���Ա����ӌ��H���|��e���̶���ᔑ��ڽ��|�������һ���A����������һ���2MPa���������OӋ�̶���ᔵ�ֱ���͔������Լ��Q�o��ĸ��Ť��(���С���b��r�Üy�����ֿ���)�����б�Ҫ�����ڰ��b���̎�Ӻ�������������üӏ��ߵ��k�������Ӿֲ����ȣ�������B�ӄ��ȡ�
����(3)�C���ĽY����ˇ�ԙC��һ���w�e�^�Y�����s���ɱ��ߣ�����Ҫע����Y����ˇ�ԣ��Ա�������ͽ��ͳɱ����ڱ��C���ȵėl���£��������T���Π�Σ���ģ���ף�ɰоҪ�٣�����֧�κ����졣�C���ںM����������������ļ���׃�������^�ں��^�����^�L�ķ��;��ͽ��ٵľֲ��ѷe�ȡ��T��Ҫ������ɰ����ˣ�����_���������ɰ�ڣ���ׂ���ɰ�ڡ���ͬһ����ļӹ����棬���M��̎��ͬһ��ƽ���ϣ��Ա�һ�������ӹ����C������пɿ��ļӹ���ˇ���棬����Y��ԭ��]�й�ˇ���ʣ��������T������ˇ���ʡ�������ˇ���ʡ������ꮅ��ҕ��r����ȥ����
����(4)�C���IJ����x��C�����ϑ�������Y������ˇ���ɱ������a���������a���ڵ�Ҫ���x���õ����T�F��䓼��������ϡ�
����1)�T�F�����T�F����C���IJ��ϣ��乤ˇ���ܺã����@�ýY�����s��������T�F�ă�Ħ�����������ôӑB���Ժã������õĿ����ԣ��r����^���ˡ���ȱ�c������ľģ�����������L���μ����a�ɱ��ߣ��T���׳��UƷ�����Еr���a���s�ס����ݡ�ɰ�۵�ȱ�ݣ��T���ļӹ������ӹ��M�ô�
����2)䓡���䓲ĺ��ɵęC���������ͺ��Σ������ͺ͆μ�С�������a�m�����^���������a���ڱ��T�F�s��30����50����䓵ď���ģ�����T�F�Ĵ���ͬ�ӵ��d���£��ں�����ñ��T�F�ı��������p(���T�F�p20����50��)����������l�ʸߣ������O�了�Σ��ɱ��^�͡�
������䓵Ŀ������ܱ��T�F��ڽY���ϣ����ȡ�����ʩ���Q���������������a�r���ɱ��^�ߡ�
����3)�������ϡ�������������r������ʯ����Ȼ�rʯ�Ȳ����яV�������ڸ��N�߾��șC�һ�w��ϵ�y�ęC�����������˜y���C�Ĺ����_������ʯ܇���Ĵ����ȾͲ����˸߾��ȵĻ����r�ʹ���ʯ�Ę˜ʙC�����w�ȡ�Ŀǰ������߀���F�˲����մɲ��������ęC�������w���������M����ƽ��ȡ���Ȼ�rʯ���մɵă��c�ࣺܶ���ܷ��������ȱ����Ժã��L�ڵ���Ȼ�rЧ���������OС���Ȳ��M�������������Ժã�����ϵ����䓴�15��������ĥ�Ա��T�F��5��10������Ûϵ��С���᷀���Ժá�����Ҫȱ�c�ǣ����_�����ܲ�����^���͡�ˮ�םB�뾧�w�У�ʹ�rʯ�a��׃�Ρ�
����2�����әC�ܵ��OӋ���әC�ܾ����S�����c���ڄ�����ͬ����r�¿ɜp�p����30�����ң����Ϳ죬�UƷ�O�٣����a���ڶ̣��ɱ��͡�
�����C�ܳ�����̼ͨ�ؽY��䓲�(䓰塢��䓡���䓡�䓹ܵ�)�������졣�p�͙C��Ҳ�����X���Ͳ��B�Y�Ƴɡ�
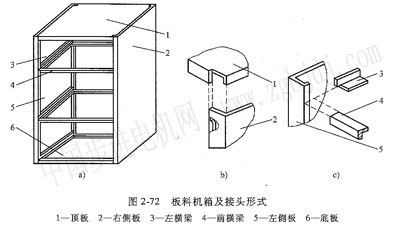
���������p�d���әC�ܣ�����������d���^С���ʳ����Ͳĺ������w��ܣ����b����塢�װ弰�w�塣��ע�������䓡���䓵Ȳ�ͬ���Ͳ��x������Ľ��^��ʽ���D2-72a���ñ�䓰��ۏ����κӶ��ɵęC�䣬픰���B�ӿɲ��ÈD2_72b��c��ʾ�Ľ��^��ʽ��
|











