����
ժҪ�����δ��w���^�|����Ҫ��ȱ߅���Ǻ��Ѽy���mȻһ�㲻��Ӱ푮aƷ���ܣ���Ӱ푮aƷ�ĺϸ��ʣ����会�Ѽy߀���܇���Ӱ��b�C�|����Ŀǰ�������δ��w���Ѽy���y��Ŀ�y�����z����Ҳ�o�����^�÷����z����ë����ԭ������B��һ�N�ɏV���������δ��w�b�Cǰ��Ʒ���Ѽy�z���Y��ë�����Ѽy���ٙz��Լ����δ��w���Yǰ���������|�����ƙz�Ⱥ�����ٵęz�����о�������������δ��w�aƷ���a�|�����b�C�|������һ�����x��
�����P�I�~��ë���ܣ����δ��w���b�C�����Y���Ѽy���yԇ��늙C
0 �� ��
�����F���w��Ҫ�֞鷽�K�š����δš��h�δš����δŵȷN��������δ��w�aƷҎ����࣬����****������ʹ����܇늙C���������늙C��늙C�С����δ��w�����aĿǰ��Ҫ���Ý���ˇ�������a�^�̞飺����(����)����ĥ(��ɰĥ)�����͡����Y��ĥ��(ĥ�ӹ�)����ϴ���z�b�䡣
���δ��w�Ĵ����ܸߵ���Ҫȡ�Q��ԭ�ϵ��䷽�������^�|�������е�ȱ�ݣ��t��Ҫ�г��͡����Y�����\��������^���γɵ�ȱ߅���Ǽ��Ѽy�ȡ�����ȱ߅���Ǻ������@�Ѽy�����δ��w��ͨ�^�������˵�Ŀ�y����������������������߀��һ�N�ܼ����Ѽy�����y�����ی������z�����@�N�ܼ����Ѽy����ҪԴ�Գ����^�̡����͡��������ļ��Ѽy�����Y��ĥ���ӹ���߀���ܙz����ֻ�н��^��ϴ�Ƀ�������ϴ�C�r���м����J���ܙz��(�������©�z)�����⣬�b�䡢�����ij�Ʒ�����ڰ��\������������h������ʹ���֮aƷ�Ɠp��δ��ȫ�Ɠp�����_�����ƓpҲ��ɼ��Ѽy���Ñ����b�Cʹ��ǰ�����δ��w�aƷ��������������b��ǰ�ļ��Ѽy©�z�aƷ�������ڰ��\��������γɵļ��Ѽy�aƷ�������ܕ�Ӱ푵��b�C�|����������늙C��������Ӱ푡������δ��w�b�M늙C���������м��Ѽy���Ɠp�Ѽy���S��늙C���ӣ��O�п������Ѽy����K������늙C�D�ӡ���ˣ����δ��w�ļ��Ѽy���oՓ�����a���^���|�����ɱ��Ŀ���(�@�N���м��Ѽy�����δ��w�������ٔ������UƷ̎���Ǻܴ�Ľ����pʧ)��߀����ʹ�÷��b�C�|���ı��C�����ǘO�䲻���ġ�
����Ŀǰ�����δ��w���@Щ���Ѽy�Пo�õ������W�����M�Йz��ж������Ļ���ë����ԭ����̽��һ�N���������δ��w���Ѽy�ĺ�����ٵęz�������^�õؽ�Q�������}��
����1���δ��w���Ѽy��r�����c����
���δ��w���Ѽy��ָ�����ۺ��y����������ĥ������ϴ����ʬF����që�ּ��ļ����Ѽy�����Ѽy�����δ��w�V�����S����ֲ�����ֱ������������Dl��ʾ���Ѽy֮�g������ƽ�Р�B�����н��e�������Ѽy�^�⻬��
�������δ��w���Ѽy�ij��F����Ҫ���Գ��ͭh���Ͱ��\������������h�����ڳ��ͭh�������δ��wë�����Ѽy���γɣ��������ë���ܶȷֲ����������Y���տs�a�����������ڳ����^���У��{�������ձ��^С�����͕rˮ����й�������¡�
�����҂�֪���������Ý{������һ�������1��O��m���¡���ĥ(��ɰĥ)������ɺ�yԇ�����ȡ�
�����M�ܜyԇ�{�ϵ����ȽY���s��O��1��m�����Ϲ�ˇҪ�������������еĝ{�����ȶ���1��O��m������ƽ�����Ȟ�1 0 ��m�����{�ϵĿ�ˮ������������Dz��Î�����ϵ�y�ij����������Dz��ó������M�ОVˮ���ϕr��������ʹ���ȴ�ĝ{�����ȳ�������²���������С�ĝ{�ϳ���������ϲ������ϲ����²������Ȳ�����һ�£�������ȡ�ϕr��Ҫôȡ���ǡ����ϡ���Ҫô�õ��ǡ����ϡ���Ҳ���o��֮�Ќ����ϡ����ϡ����_��ʹ�á���ʹ�ô��ϣ�����ˮ�Ժã������γ�ë���Ѽy(�����aƷ������һ��Ӱ�)��������õ��Ǽ��ϣ����ڝ{�����Ⱥܼ�(����0��5��m����)���ڳ��͕r�O�����V���V���Ŀ��ۣ�ʹˮ�������ͨ�^�V���V���������������δ��w�ĞV�����V���棬�������S����ăɶ˔D��(���Ѽy�ֲ������s�y�o���¡����������S����)����������δ��w���������ı����γ�һ������ˮ·�������O�����Ѽy���@�ӌ��γ������ĘO���Ѽy�����δ��w��������(�Î�����ϵ�y�ij�������ˮ��Ҳ���l����ƬF�����Ѽy�aƷ�����@�����ڳ������)�����ИO���Ѽy�����δ��w���������������Y�������տsʹԭ�е��Ѽy�����Ŵ���γ��cë���ܹ������ஔ��ë���Ѽy��

�����b�Cǰ�ij�Ʒ�ڰ��\������������h�������aƷ�ܵ���ײ���D����Ӱ푣�ʹ�䲿�֮aƷ�Ɠp���_�ѣ�����ԭ�е�С�Ѽy�Ŵ�׃�L�����Ѽy�Ĵ�СҲ�cë���ܵĹ������ஔ��
����2 ���δ��w�Ѽy���ٙz�ԭ������ë����ԭ��
�÷Ŵ��R�^�����δ��w���@�N���Ѽy������l�z����ˣ�����ë����ԭ���a��ë���F���M�Йz����һ��������Ч�ķ�����
����ë���ܣ���ָ�ȏ��ܼ��Ĺ��ӣ�ͨ��ָ���ǃȏ����ڻ�С��l���ļ��ܣ�����еļ���ë�l���ʷQ�����磬ˮ�y�ض�Ӌ��䓹P�ⲿ�ĪM�p��ë����ˮ�͟�о���ͣ���ī���w�S�g�Ŀp϶�������Y���еļ�϶�Լ�ֲ��ĸ����o���~���}�j�ȣ������J����ë���ܡ��@Щ���м��p϶�����w��Һ�w��Һ�w���ؿp϶������Uɢ�ĬF�Q��ë���F���҂�֪�����B��һ��ăɉK������Ƭ���Ǻ��������ְ��������_�ġ���������Ƭ֮�g��һ��ˮĤ��ˮĤ�ɂ�߅���ǰ���(��D2)���@�rҪ�Ѳ���Ƭ�ش�ֱ�������_���ͱ��^�M����ˮ������Ƭ��������ã�ˮĤ����������ʰ돽��С�����K����Ƭ�˴˾��N�ø��o�����_�������õ���Ҳ�������@Щ�F����ν����?������̽ӑһ�����ڏ���Һ�����a���ĸ��Ӊ���(��P���ַQë�������������≺����)�c���ʰ돽���Pϵʽ��Ȼ���ف��ش��������}��
������Һ�w�в���һ��ë���ܣ���D3��Ҫ�S�ֹܶ˚��ݣ����݃ȱ����һ����ƽ�≺��P����P��=P+��P(P���≺��)����P�����ڰ���Һ��ı�����ԄӿsС�����s���w���a���ĸ��Ӊ���������ָ����w�������Ӛ��݃ȉ�����ʹ�����w�e����dv����������e����dA�����Ĺ����ڷ���AP�c�w�e׃��dV�ij˷e����dW��=��Pd V.���������غ�ԭ�����������Ӊ��������Ĺ���������ϵ�����ܵ����ӣ�����PdV=��dA��
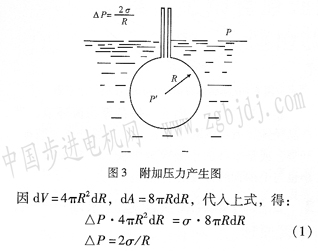
��������ʽ��֪����P�c���揈�������ȣ��c���ʰ돽�ɷ��ȡ��@�������ʰ돽��С������Һ��ă��≺���������ˣ�ˮ������Ƭ��������ã�Ҳ����ˮĤ����������ʰ돽��С�����K����Ƭ�˴˾��N�ø��o�����_�������õ���Ҳ������
�������ε�Һ�棬�����ʰ돽��ؓ���t��p��ֵؓ�����Ӊ����ķ���ָ����w����Һ�����(�繯��)�����ʰ돽���������Ӊ�������ָ��Һ�w�Ȳ�����Һ���ƽ�棬��R�o�F�ʡ�P=O��
������ë�����У��ܝ���ܱڵ�Һ�w��Һ��ʰ���(��D4����<90��)�����ڸ��Ӊ�����P(��ë������)�����ã�Һ�w�������߶�h��Һ�����a�����o����(pgh)ǡ���c��P��ƽ�⡣����
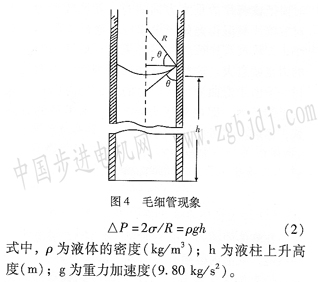
��r��ʾë���ܰ돽���tr�cR���Pϵ�飺R=r/cos��
����ʽ(2)������
h=2��cos��/rpg (3)
��ʽ����Һ���߶ȡ�ë���ܰ돽r��С����������(����Ǧ�<90��)���tҺ�w�����߶����ߡ����磬����ȫ�������r��(cos��=1����һ����0�㡫
��Ȼ�����H��r�ǣ���һ����0�㡫90��֮�g����cos��=l��0֮�g�����δ��w���ߜ؟��Y������ⲻ���ЙC��ˮ���|���������ã�������ʹ��=90�㼴eos�ȡ�O�����h>O���@�ӣ�����Һ�w�����Ѽy�p϶(ë����)������Uɢ�ĬF���Ԍ����δ��w���Ѽy��r�M�Йz���Ѽy�aƷ��
����3����ë����ԭ�������δ��w���Ѽy���ٙz�������\��3��1늙C�ڰ��bǰ�����δ��w�������Ѽy���ٙz���yԇ�����ϣ����d�ͣ����裬ˮ��
�����yԇ��������һ�K��ˮ�ĺ��d����һ��ʢ�s1 mm���ԁ�ˮ���裬�����δ��w�������ں��d������(Ҋ�D5��****�����δ��w������ֱ�����еĺ��d��)��������δ��w�����]�м��Ѽy���Ѽy�ܴ��d��P�ȵ�ˮ�����������δ��w��������(�⻡�棬Ҳ���V���棬��ͬ)�ϝB���Uչ��
����������δ��w���������м��Ѽy����r�����ڼ��Ѽy��ë������ԭ�������d����ȵ�ˮ�����������Ѽy��չ�������ϝB���Uչ����ɫ�����δ��w�������挢���ܿ�ʬF��һ������ɫ��ˮӡ���c�]�м��Ѽy�ĵط������@�ą^�e��
�����z�ʹ�õęz�y���߷dz����Σ�һ��o회��Tُ�ã�ֻҪ��ˮ�����裬�t�����M�Йz�y��
�����z�y�ˆTҲ�o��M������Ӗ����ֻҪ�������������M�У��Ϳ��Կ������м��Ѽy�����δ��w��������������ԓ�������Ρ����١�Ч�����@���������@�N�z����늙C�ڰ��bǰ�����δ��w�����M�С�ȫ���z(��100���z�)���_���aƷ�|����
�����������ٙz����Ҳ�����������δ��w���Yë���c���͡��������|���Ŀ��ơ�
����3��2���ٙz�����δ��w���Yë���c���͡��������|�������е��\��
1)���ٙz�������δ��w���Yë���|�������еđ���
�����δ��wë�������ğ��Y�G�t�ϰ�ж��r���Ͳ��������z���M�С�ȫ���z(�z�ԭ��������ͬ��)���z���F��ʮ�����@���ڴ˭h�������������ٙz���z�������Ԝp��ĥ�ӹ��M�ã��������a�ɱ���Ҳ���p���Ñ��b�C�����δ��w�������Ѽy�ĬF��
����2)���ٙz�������δ��w���͡��������|�������еđ���
���Y��һ�������^�̣����|������ͬ���zֻ�Ю����^�̽Y��������M�Йz����ԓ�^��Ҫ���Ĵ�������Դ(���ڟ��Y)�������a�ɱ��γɵ���Ҫ�^�̡���ˣ����˽������a�ɱ��������|�����ƣ�߀��ԓ��Դ�^�_ʼ�����ij��͡����������_ʼ����������δ��w���Ѽy���}������������ǣ����b�d���δ��w���͡���������ÿ�����D��ȳ��һ�������ġ�����������ǰ������Y�t�ȟ��Y�����t�������������������ٙzһ���l�Fë�����Ѽy���أ��͌�ԓ��̖�ġ��������M��̎�����Ķ�����������ġ��м��Ѽy�ğ��Yë�����F��ʹ���Y��Դ���M�F��p�ٵ���С��
����4�Y�Z
һ���棬���δ��w�����a�^����ʹ�õĝ{��Ŀǰ��Ҫ������ĥ�C��ɰĥ�C�Ƃ䡣�oՓ������ĥ�C߀��ɰĥ�C���Ƃ�ĝ{�����ȶ��Dz�����ģ������м������δ��w���Ѽy���Ǵ��ڣ���һ���棬��Ʒ�ڰ��\��������^�����y���ܵ���ײ���D����Ӱ푣�Ҳ������ʹ���δ��w�γɼ��Ѽy����ˣ�Ҫ���늙C���b�C�|�����������a�ϸ��ʣ������δ��w�aƷ���Ѽy���ٙz�����P�I�����Ļ���ë����ԭ����B�����δ��w���Ѽy�ęz������Q�����δ��w���Ѽy�o���z���Ć��}�������늙C�b�C�|������߹����̮aƷ�ϸ����Լ��������δ��w���a�ɱ��������б��^��Ҫ�����á�
|











