�ڲɵV���촬��ˮ늡���늡���늡�ұ�𡢺��ա����͙Cе������I���У��ΙC����Խ��Խ����ߴ��c�|��Ҳ�S֮���ӣ������L�������߸��_���������ϣ��|���_��ʮ�������ڎװه����@Щ���������ߴ���Ҿ���Ҫ��Ҳ�ܸߡ����������a�ӹ��У������S�a���UƷ�������ش��pʧ�����������T�Ƅ�ʽ�M㊴������͙C���о��д����ԣ��nj��F�����������w�ӹ��������O�䡣���͔������T�Ƅ�ʽ�M㊴�ʾ��D��D9��14��ʾ��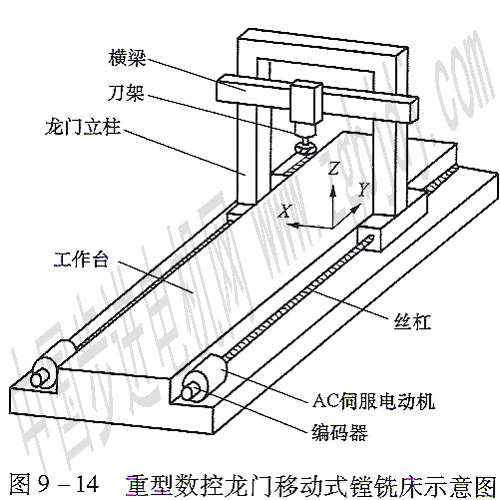
�����������T�Ƅ�ʽ�ӹ��C���У���������ƽ���������}���������T���������IJ������M���������IJ����ȴ��ͽM�����������γɌ��Q�Y���c���Q�������ټ��������c���b�ϵ�ijЩ�`��IJ�һ���ԣ��Լ��ڌ��H�\���д������y���A�ϵĸ��N���_���Ԕ_�ӣ������ڌ��H�ϱM�ܲ���������ȫ��ͬ�Ă��әC�����M�o���ň�ϵ�y����K߀�Dz��ܱ������T��ܻ�M���Ƅӵ�ƽ���ԣ��@�����ڿ��������M���ɶ��\�Ӳ�ͬ������ɵġ��@�ӣ����ڙCе�ϵď���ϣ��������ƄӲ����l��
Ťб���Ɖ���ͬ���M�o����ʹ�����ӹ����ȟo�����C������ʹ���ͼӹ�����U���@��****�����S�ġ�
�@�����f��ͬ���M�o��ָ����Ҫ��ľ��ȺͿ����ԣ����F�����ŷ��M�o�C��������ͬ���\��(�ٶ�ͬ��)��****ͬ���\��(λ�ƻ�Ƕ�)����Ҫ���ٶ�λ�ƌ��F�p��ͬ���\�С����˴_���ڄӑB�^���Ќ��Fͬ���M�o����Ҫ����ŷ��C�����\�Ӽ��ٶ�Ҳ��횱�����ͬ��ֻ���@�Ӳ��ܱ��C���ŷ��C���\�ӵĸ߶�һ���ԡ�
��Q�C����ͬ�����Ɔ��}��ǰ���д����Եķ����ǣ�������߅������һ�����ŷ�늄әC�������^���p늄әC�ӷ��������ԙz�y�c���������ļ��ٶȡ��ٶȺ�λ�ƣ������^���p�z�y�����������w�ρ��������Dz����p늄әC���p�z�y��ͬ���M�o��ϵ�y��
���T�C���ęM����ͨ���Ƀɸ��z���ӡ������ܻ����S�䲻�ڙM�������c�r���t�z�ܵ������Dz����Q�ģ�������l���M���ăAб���@�rҪ�������ܻ����S�����ڵ�λ�Ì���߅��늄әCϵ�y�M���m���a����ʹ֮ƽ�⡣��ֻ��һ���z�ܵĂ��ӽY���У��������Oһ���ŷ�늄әCϵ�y�������@���z�����_���ęM���Aб����ĸ�ͣ���ʹ�z�ܫ@�������Ķ��Dһ�c�����Dһ�c���\�ӣ��Ķ�ʹ�M���{����ˮƽ���@����һ�N�Ԅ��{ƽ�ķ�����
�������T��܃�߅������ͬ��������ͨ�^�M����̶������픻����g�a���Cе��ϣ����Բ��Ùz�y�����ķ������a�����������ŷ�ϵ�y��������Ҫ���}�ɚw�Y�飺����Ιz�y��ͬ���F�����M���Ԅ��a���{�����ڷnj��Q�Y���c�nj��Q���������ʹ��Ȳ������p늄әC���c�p�z�y�������Ǯ�ǰ���е����M���g����ǰ������_���ļ��gָ�˞飺�����T��>2m�r��ͬ���`���O��01mm�������T��>7m�r��ͬ���`���0��025��O��035mm�����`�����O 03mm�r���M�o�\��ֹͣ��
�Ա��o�O�������
�ɂ��ŷ�늄әC��ϵ�y�����ò��Y�������Ъ������ƣ��o�����Cͬ�����ܣ����������T��ܵĶ����������ڙCе��϶�����O��p�ġ���ˣ��@���Dz��ø��M�͵���һ��ͬ���ӷ�ʽ��
�D9��15��ʾ��ͬ������ϵ�y��һ�N���õ��p��Ԫ����һ�Ŀ��Ʒ�����
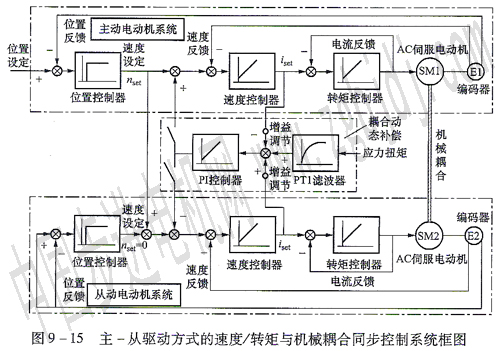
���@�N��r�£��@��������^���ٶȣ��D����Ͽ��Ʒ���������Ac�ŷ�늄әC���F��λ���ƣ��Ą�Ac�ŷ�늄әC�t������Ac�ŷ�늄әC��λ�ÿ�������ݔ�����ٶȿ���ָ������ٶȿ��ơ��ڃɂ�Ac�ŷ�늄әCݔ���У��@����ͬһ��λ�ÿ��������ƶ�λ��ͬ�ӵ��ٶȿ������ã�������ͬ���������ij�N���أ�����늄әCݔ����ͬ�����Cе��ϙC���t���a���ӑB׃�Α����͑���Ť�أ�����Ť�y����̖���^�V�����͵�һ��PI�{��������ݔ����������Ť�صķ�̖+��һ���քe���ӵ��������ŷ�늄әC���ٶ�ָ���ϣ���׃늄�ҕ���\���ٶȣ��Ķ�����ͬ���\�С����Ͼ������^���D���a����������@�DZ�ϵ�y��һ�����c��������ӑՓ��Y����ͬ�Ͽv��ɂ���ϵ�y�ڙCе��ϴ��ڵ���r�µ�ͬ�����Ɔ��}�����⣬��X�S늄әC��ϵ�y�У���M���ϸ������S���c���ܙC����ؓ�d����λ��׃���������Y���S�ăɂ��ŷ�늄әC�S�ϵĵ�Ч�T���ĸ�׃�����У��Ą�늄әC���ڲ��߂�
������λ�Ĺ��ܣ���ˣ����������ܵ���Ч�T���ĸ�׃��Ӱ����ܣ��M��Ӱ��y�S��ͬ��ݔ��푑���ϵ�y��һ��Ҳ�O��ؓ�d�ӑB�a���·(�D�в�δ����)��
ͬ���M�o���gҲ�������ڴ�����܇���С���܇�ĽY�����D��D9��16��ʾ����܇����ϵ�y��ԭ����D��D9��17��ʾ��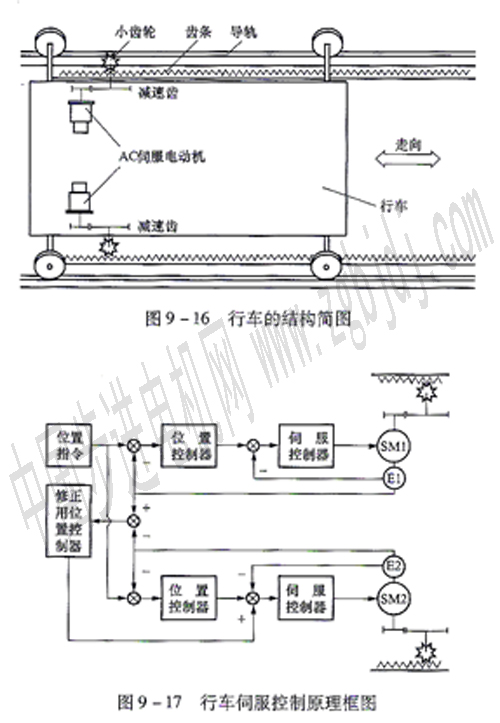
������܇�Ŀ�ȴ���������܇�ăɂȸ��b��һ�_늄әC�ӡ���܇�Ƅӕr�����_늄әC��ʼ�K����ͬ�������ֻ��һ�_늄әC�ӣ����Ӄɂȵ�݆�ӣ��t�C�����ӽY��Ҫ���s��������һ�_늄әC�ӆ�݆�ӣ���һ�ȵ�݆������Ą��\�ӣ��t���ܳ��F�ܴ�IJ�ƽ�������a����б��ʹ��܇���߲���������܇�Y���а����c늄әC���B�Ĝp���X݆����܉�X݆�ȣ���܇��݆����ƽ�挧܉���Ƅӡ�������Ã��_Ac�ŷ�늄әC�քe���ɂȵ�늄әC�M���ŷ����ƣ�ʹ����ʼ�K����ͬ���\�D���t���ԫ@���^�������Ч�����@�������������h���ٶȭh��λ�íh�M�ɵ����h���Ʒ�ʽ���ӽo���_늄әCָ����̖��ȫ��ͬ�����]���ɂ���·λ�ÿ��ƭh�ą������xɢ�ԣ������ټӛ]һ��λ�ÿ������������_늄әC�Ĺ�늾��a����ݔ���M�б��^���ٌ�����һ��λ�íh�M��У�����γ�У���h���@�ӾͿ��Ա��C���_늄әCҲ��ȫͬ���\�С���ԓ�f�����ڴ�����܇��ͬ�����У���ͬ���`���^�����c�Ƅ�ʽ���T�M㊴��е�ͬ���`��Ҫ����ȣ��C���Ќ��`���Ҫ���Ǻ�С�ġ�
|











