�F(xi��n)�������ŷ�ϵ�y(t��ng)��늻��и�C���еđ�(y��ng)��
늻��и�ӹ���һ�N�þ���늘O�����ߵ�늻ӹ������������c��늘O�z����������߽z�\�ӣ���������늘O��X��y���������܉�E�\�ӡ�x��y���\�ӿ����ɿ�ģ����늸�ۙ����(sh��)�ֿ��Ƶ��ֶ팍�F(xi��n)�����늘O�z����ijЩ�o���\�ӣ�߀�����иб�ȵď�(f��)�s������
늻��и�ӹ��C���֞��������߽z�\��(WEDM��LS)������(f��)�����߽z�\��(wEDM��HS)�ɷN���������҇��ׄ�(chu��ng)�����ļӹ���ʽ��������һЩ���g(sh��)�д���Q���a(ch��n)Ʒ�ӹ����Ȳ��ߣ���(y��ng)���ܵ����ơ�������(n��i)�������(y��ng)�õ���ǰ�߆�������߽z��ʽ������������(n��i)��Ҳ�nj��˶��Եġ�
늻��и�ӹ��Ƿdz���(f��)�s���^�̣����^�^�����������о����F(xi��n)�ڣ��������ؽ�B�����ԭ����
늻��и�C����һ�N���д����Ե�늼ӹ����������������ӹ��������ԭ��������ܷ�ʽ�ѽ������ں��ٳ�ȥ��һ�N�ӹ��������@�c����������ֱ�әCе���|�ęCе�ӹ�������ͬ�����и�����һ��ֱ����0��02��0��3mm�Ľ��پ�(�u�z���u�f�Ͻ�z���S�~�Ͻ�z)��늘O��؞ͨ�����и�ӹ������늘O������Һ�w�У��ӹ�����Һ�w(ȥ�x��ˮ���黯Һ)���M�С�����Ҫ���ڸ��N�Π�ě_ģ���D��ģ����ĩұ��ģ������ģ���܉�ģ��ͨ�����F�ȵ�ģ�ߣ��m���ڼӹ�����(f��)�s�Π�ľ��ܹ������y���ý��������ӹ�����������c�������������ԇ���®a(ch��n)Ʒ��ģ�����졢����I(y��)�_���ˏV�ǰ����
늻��и�ӹ��r��늘O�z����֮�g�M���}�_��늡�늘O�z���}�_�Դ��ؓ�O���������}�_�Դ�����O������һ���}�_�r����늘O�z����֮�g��a(ch��n)��һ����늣��ڷ��ͨ�������ą^(q��)�ض�˲�r�ɸ��_10000��c���ϡ��ߜ�ʹ�����Ľ����ۻ��������������������ߜ�Ҳʹ��늘O�z����֮�g�Ĺ���Һ���֮a(ch��n)���⻯���@�⻯��Ĺ���Һ�ͽ�������˲�rѸ����Û������?gu��)��б�ը�����ԡ��@�N����Û�;ֲ������͒����ۻ��˺͚⻯�˵Ľ��ٲ��ϣ��Ķ����F(xi��n)�ˌ��������ϵ���g�и�ӹ���
���ע������е�늻��и�ӹ���ˇ�����ڙC���ό�ʩ�ġ����늻��и���c�C��������ˮƽ�кܴ��P(gu��n)ϵ���C���ɴ�����X-y���˹����_���\�z�C��(g��u)���z�ܡ�����Һ��͊A�ߵȽM�ɡ�늻��и�C����ԭ����D��D9��13��ʾ��
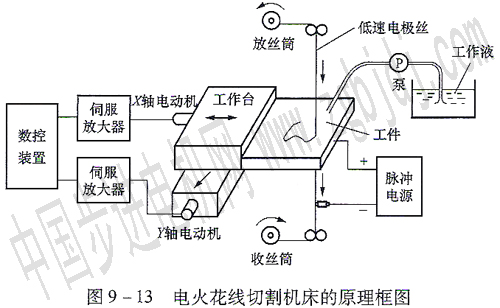
늻��и�C����K��ͨ�^x��y���˹����_�c늘O�z�g�������\�Ӂ팍�F(xi��n)�ӹ��ġ�ÿ�����˷����ɽ����ŷ�늄әC�(q��)���\�ӣ���늄әC�S�˶��b�й�늾��a�����քeȡ���ٶȺ�λ����̖��(g��u)���ٶȭh(hu��n)��λ�íh(hu��n)����Xһy�����_��X�����y�����M���B�m(x��)�����˿��ơ�ͨ�^�ϳ��\�ӿɫ@�ø��Nƽ��D������܉�E���鱣�������_�Ķ�λ���Ⱥ��`���ȣ���������õęCе���ӡ�Ҫ���ŷ��M�oϵ�y(t��ng)�����܉�E���ƣ����C늘O�z�����ڹ������A(y��)����܉�E�\�ӣ��и���ӹ������݆�������C_늘O�z�����������ٶ��c�����g���ٶȻ���ͬ������Ҫ���M�o�ٶ��܉���������{(di��o)���������������^���У�늘O�܇���Һ�w���õĄ����M��ѭ�h(hu��n)�����и�ӹ�����(sh��)�س����M�С�
�ӹ������c�ӹ��l�����������ϡ��и���ϵȶ�N�������P(gu��n)�����ý����ŷ�ϵ�y(t��ng)���Ƶ�늻��и�ߴ羫�ȿ��_��(1��5)��m������ֲڶ�Ra O.1-O.5��m�����ٕr�߽z�ٶ�0��01��0��25 rn��s���ӹ��ٶȿ��_80mm��2�η���min�������Mһ������M�o���ȣ����Բ�������ֱ���ŷ�늄әCֱ���(q��)�ӷ�ʽ��
�ھ��и�ӹ��^���У�늘O�z�����������S�����߽z�\�ӣ��a(ch��n)��늻�늕r�����鹤�ߵ�늘O�z����Ҳ���Гp�ġ�ֻ�б��C늘O�z��һ�����ٶ��߽z��ʹ���c��늼ӹ��^��늘O�z�����x�_��늅^(q��)�����m(x��)�½z�a���M�����С���늅^(q��)��늘O�z���@�ӵز�����£�ͬ�rҪ��늘O�z�c����֮�g���F(xi��n)�g϶�z�y�c���ƣ����C늘O�zֱ����׃������һ���ď��������ܱ��C�ӹ����ȡ�����ϵ�y(t��ng)Ҫ�н����ŷ�늄әC�(q��)�ӵĺ㏈������ϵ�y(t��ng)���Ա���늘O�z�\�ӵ�ƽ��(w��n)�ԡ�
|











