�F(xi��n)�������ŷ�ϵ�y(t��ng)��׃�����F�Ĺ��Ƭ�M�����еđ���
�ڹ��I(y��)���a(ch��n)�Б��õ�׃�����F�����ɲ�ͬ�Π�ͳߴ�Ĺ��Ƭ�B�b���ɡ����Ƭ�ijߴ�(�L�ȺͽǶ�)���Ⱥͼ���ë����Ӱ�׃�����|(zh��)������Ҫ���ء���߾��ȿ��ԜpСƬ�p��϶���e�ǽ��ͼ���ë�̣����@���pС׃�����Ŀ��d�p�ģ�������ϴ���ֱ��Ӱ푵����a(ch��n)Ч�ʡ���ˣ���׃�������Ƭ�M������Ҫ����Ҫ�M���ڸ�����(����240m��min)��Ƭ�϶�λҪ���Ա��C��O��1mm���ҵijߴ羫�ȣ�����߀Ҫ�M��ȥë��Ҫ��(ë��С��0 02mm)���@�͌��M����о�����˺ܸߵ�Ҫ��
�ڹ��Ƭ���о����Ԅӛ_�����Ԅӏ��ܙC���Ԅ������O���У�����Â���݁�C������݁�C�ǰѾ���(����Ƭ���ġ��~����늾����������z����ܛ�ܵ�)��һ���L�����˼ӹ��Cе�O�䡣һ�����Ãɂ�݁�Ӱ�Ҫ�Ԅӂ��f�IJ��ϊAס���ٰ�������L���ͳ���݁���D���ܵ������ŷ�늄әC���ӣ�����݁�ӵ��D�ӽǶȣ����ܿ��Ƃ����ϵ��L�ȡ�����݁�C�ĽY��ʾ��D��D9��5��ʾ�������L�ȵęz�y���b��늄әC��ؓ�d�ȵĹ�늾��a���팍�F(xi��n)���ϵĂ����L���ɹ�늾��a���D�����}�_�У��ٷ����o�ŷ�������Ӌ��(sh��)���M�п��ơ�����݁�Ŀ��ƿ�D��D9��6��ʾ��
����c�Ԅӛ_�����ʹ��(�����ڹ��Ƭ�ϛ_��V���Ͳۻ�O���Ϳ�)������һ���L�ȵĹ��Ƭ��ֹͣ���ɛ_���M�Л_�����_���^����ɺ����M����һ���͡������M�o���L�ȿ��������O��(�Ô�(sh��)�a�_�P����)�������J���@����λ��ָ�����ָ��ݔ��λ�ÿ��������ٸ���(j��)�ɹ�늾��a���́���ؓ������̖���ƫ���}�_��(sh��)����(j��ng)�^D��A׃�Q���õ��ŷ�늄әC���ٶ�ָ��ӵ��ŷ��������ϣ��c�ٶ�ؓ
������̖���^���͵��ٶȿ������������ŷ�늄әC�ٶ��^�߶�����݁�ٶ��^�ͣ����ڃ���֮�g�b�Мp�������Еr��������߿������Ƅ��������ϡ���݁���ɽ�������늄әC���F(xi��n)�ӣ���Ҫ���փ���ͬ���\�С�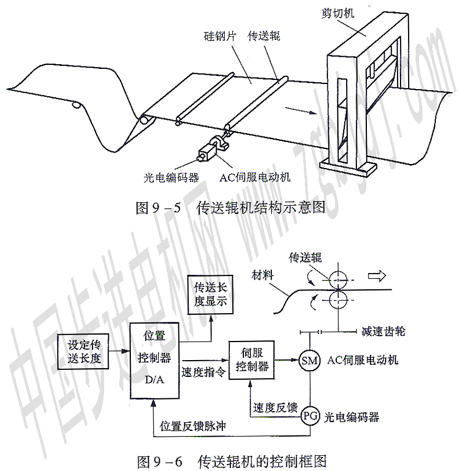
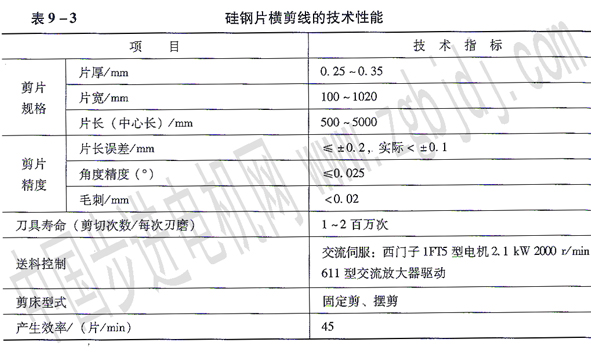
��9-3�o����׃�����F�Ĺ��Ƭ�M��������Ҫ���g��(sh��)��(j��)��
|











