Ac�ŷ�늄әC��l�I�Ԅӻ��I����\�ӿ����а���rһ��ʮ����Ҫ�Ľ�ɫ�S�����È��ϵIJ�ͬ����Ac�ŷ�늄әC�Ŀ�������Ҫ��Ҳ���M��ͬ������ڌ��H�����У�Ac�ŷ�늄әC�и��N��ͬ�Ŀ�����ʽ��
�ı����������f���@Щ������ʽ��Ҫ�У��D�ؿ��ƣ�������ƣ��ٶȿ��ƣ�λ�ÿ��ơ�
1. �D�ؿ��ƣ��������
��Щؓ�d��������˨�Q�o�C����ֻ��ҪAc�ŷ�늄әC�ṩ��Ҫ�ľo������������Ҫ�o�����Ĵ�С��Q���ŷ�늄әC���D�ؿ��ƺ��D�����ƣ������ŷ�늄әC���ٶȺ�λ���Ǜ]��Ҫ��ġ����@�N�����È��ϣ��͑�ԓ�����D�ؿ�����ʽ����������AC�ŷ�ϵ�y�У�Ac늄әC�������D���ŘOλ��ͨ�^λ�Â������y���������Դ���̖����������Ƶ��������Ķ����F�ň����������ߵ��������ơ����@�N��r�£�Ac�ŷ�늄әC���a����늴��D���c늘���������ȣ����D�ؿ��ƌ��H��Ҳ����������ƣ�
2 �ٶȿ���
���ٶȿ�����ʽ�У���Ҫ��Ac�ŷ�늄әC�ڸ��N�\�Р�Bf�����ٶȼ��Կأ��ƣ��ԝM��ؓ�d�Ĺ���Ҫ���@�Ǒ��÷����V��һ�N������ʽ��
Ac�ŷ�늄әC���a����늴��D��ֻ�б�ؓ�d�D��߀����ʹ늄әC����ؓ�d���F���١���Tf=0�մ磬늄әC��늴��D���cؓ�d�D��֮�����ӑB�����D�ء�
Ac�ŷ�Ib�әC�ٶȿ���ϵ�y���ٶȿ�����ͨ�����ñ����e�ֿ���Ҏ�ɣ������@�ӵ��ٶȿ���ϵ�y���o�B���ܵķ��������Բ��ù����ϳ��õIJ��D��ͨ�^�L��ϵ�y�_�h���f�����Č������l���Ժ����l���ԣ��ҳ����D�ϵĽ�ֹ�l��wc���^wc�c�������l����б�ʺ����ƽǣ����u�rϵ�y�����ܡ�ͨ����һ���ٶȿ���ϵ�y���fҪ����wc̎��20dB��dec�ķ��l���ԣ����ƽǜ������� 140��-165�㡣wc�^�ߕr��ϵ�y��ݔ��푑����^�죬��֮�����^���l��ͨ�^���^���y��ϵ�y��푑���
ȻҲ��׃���ˡ��IJ��D�ϴ��¿��ԫ@���������õ���Ϣ��푑��մ熖�����{���͌�ؓ�d�_�ӵ���������(�֏͕r����****�ٽ�)�ȣ����P�@���փ��ݵ�Ԕ���S��Ո������P�īI���ڴ�С�ٽ�B��
3λ�ÿ���
AC�ŷ�늄әCλ�ÿ���ϵ�y���Ķ�λҪ���������Ů����λ�Â�����ֱ�Ӱ��b��Ҫ��λ�ęCе�ϣ����F���^���]�h���ơ������ڌ��H�ϣ��܉��ڱ��τӵęCе�ϻ����c���τәCе�������\�ӵęCе��ֱ�Ӱ��b����������r̫�١��@������С���ڰ��b������e���ı��τәCе����Ӻ�׃�ζ���λ�ÿ���ϵ�y�a��������Ӱ푻���������r�� һ���ڌ��H�����ж���ð��]�h���Ʒ�ʽ����λ�Â��������b��AC�ŷ�늄әC��ؓ�d�ȵ�һ���S�����^�y��AC�ŷ�늄әC�S���D�ǣ���
�g�Ӝy�����τәCе�Č��Hλ�ƣ��Ķ����Fλ���ŷ����ƣ�Ŀǰ�������^�ձ��λ�Â������и���a�������D׃������
���磬��Ac�ŷ�늄әC�S�ϰ��b��λ�Â�����ÿ�\��һ���ܮaţN��ݔ���}�_ ��ô ��늄әC�D�ӵ��D�ǦȺ�λ�Â�������ݔ���}�_��n֮�g�������Pϵ
 �� ��
ʽ�У��Ȟ黡��(rad)��
��ˣ�AC�ŷ�늄әC�Ľ�λ�ƿ���λ�Â�����ݔ�����}�_���������������}�_����Ҳ�Ϳ�����늄әC�Ľ�λ�ơ�ͨ�^���}�_�������ӷ��\�㣬�Ķ��_������늄әC�D��λ�Ƶ�Ŀ�ġ����ԣ��@�N���Ʒ����ַQ������ʽλ�ÿ��ơ�
��λ�Â��������a����ݔ����̖�քe������Ac�ŷ�늄әC���D�ӽ�λ�Ʀ�l����2 ��3 ������n���Ϳ����M��****λ�ÿ��ơ�
������ʽ���Ʒ�ʽ�У�늄әC�D�ӽǶȵ�����ֵ���Ì�����һ���}�_����Ac�ŷ�늄әC��λ�ÿ���ϵ�y�У�λ�ÿ���ϵ�y�������OӋ�����Cϵ�y��λ�ÿ��ƾ����� +��1���}�_֮�ȡ��@Ȼ��λ��(�û��Ȼ��}�_������ʾ)���ٶ�(��λ��rad��s��pps�ķe�֣������f�ٶ���λ�õ��֡�
ͨ�� λ�ÿ��������ñ�������Ҏ�ɣ��鱣�Cλ�ÿ��ƾ��Ⱥ����õĸ�ۙ����Ҫ���ٶȭh�������ߵ������ͨ�l����Ac�ŷ�늄әCλ��ϵ�y�Ŀ�D��D2��14��ʾ��
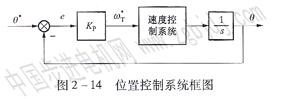
AC �ŷ�늄әCλ�ÿ���ϵ�y��ݔ��푑���D2һ15��ʾ��
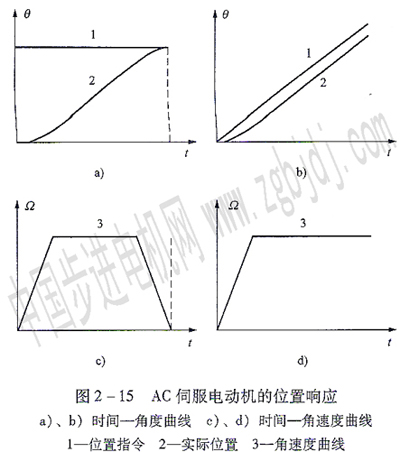
�ڈD2��15a�У�����l��ݔ����A�Sλ��ָ����̖������2�錍�Hλ�ÈD2��15c������3����ٶ���̖���ڈD2��15b�У�λ��ָ����̖��һ�r�gҪ��Ac�ŷ�늄әCϵ�y�Č��Hλ���ܺܺõظ�ۙλ��ָ���׃��������֮�gλ�ø�ۙ�`�ͨ������ʽ���

ʽ�У�e��λ�ø�ۙ�`�ͨ���Ի��Ȼ��}�_����ʾ��KP��λ�íh���������Ac�ŷ�늄әC�M�o�r��ָ����ٶ�(rad��s��pps)��
��λ�ÿ���ϵ�y�У�������̖����ʽͨ���ЃɷN��һ�N��ʽ�Dz���λ�õȔ���ָ���һ�N��ʽ���}�_�С�
����ָ����Ʒ�ʽ��λ�ÿ���ϵ�y��D��D2һ16��ʾ��
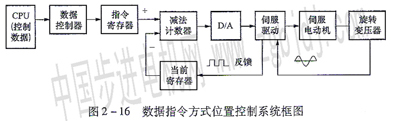
��cPu�a�_�P�����ɵ�λ��ָ��������Ϣ���˵�����������λ��ָ�������Ĵ������Ĵ��������λ��ָ��ֵݔ�뵽�p��Ӌ�������cAc�ŷ�늄әC��ǰ�Č��Hλ������^�����ֵ���͵�D��A׃�Q����D��A��ݔ������Ac�ŷ�늄әC��ģ�M�ٶ�ָ����ٶ�ָ��������£�Ac�ŷ�늄әC���D�����ŷ�늄әC�Č��Hλ��Խ�ӽ�ָ��λ�Õr���p��Ӌ������D��A׃�Q����ݔ��Ҳ�S֮׃С��һֱʹ늄әC���D�����Hλ�ú�ָ��λ��һ�r����ֹͣ�\�ӡ�
���}�_�����������̖��λ�ÿ���ϵ�y��D��D2 -17��ʾ��
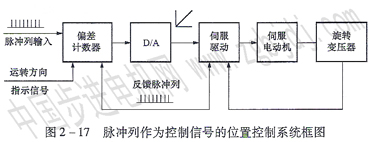
�����f�����}�_�Юa������ָ���ԭ�����}�_�а����ɂ����x�����}�_�����چ�λ�r�g�ȵ��}�_�����}�_���ஔ��Ac�ŷ�늄әC�����D�Ƕȣ���λ�r�g�ȵ��}�_���ஔ��Ac�ŷ�늄әC�����D���ٶȡ������}�_�б���o��ָ�����D�������ԣ����@��ָ���\�з���ĘO����̖���}�_��һͬ������Ʋ�����ȥ��������Ac�ŷ�늄әC���ٶȺ��D�ǡ��}�_�еĿ���ָ��ֵݔ��ƫ��Ӌ����(����Ӌ����)�M����ӋӋ��������Ӌ��Ӌ��ֵ����D��A�D�Q��������Ac�ŷ�늄әC���ٶ�ָ��ŷ�늄әC�����ٶ�ָ�����D�����ǣ����b���ŷ�늄әC�S�ϵ����D׃������a����ӳ늄әC���Hλ�õ��}�_�У����Է�������ʽ����ƫ��Ӌ����������Ӌ������λ���}�_��ָ���cλ�÷����}�_��֮��ֵ�M��Ӌ����Ӌ���������e����}�_�������^��ƫ���}�_��e�����@���}�_��e����D��A�D�Q��ݔ���������ٶ�ָ����늄әC���D����ݔ��Ӌ�����Ŀ����}�_ָ��ֹͣ�l�͕r������Ӌ�����ȴ�e���}�_�������p�٣�ֱ����e���p�ٵ���r��늄әCͣ�D��Ҳ�����_�����A��λ�á�
Ac�ŷ�늄әC�����D�ٶ��c����֭�����ȴ�e��ƫ���}�_��֮�g���Pϵ��D2һ18��ʾ��

|











